作者: Offer 時間: 2016-6-26 08:54 標題: (手把手)赤兔彩色觸屏3D Printer主控板調試
本帖最後由 Offer 於 2016-6-27 08:08 編輯
(手把手)赤兔彩色觸屏3D Printer主控板調試
此教學是以赤兔mini移植至Kossel Mini (Delta) 結構為基本,至於XYZ結構的調試會比較簡單及直接,為免誤會有關XYZ或者其他結構將不會在此回答.
本文部份內容及圖片將會取自赤兔官方文件
作者: Offer 時間: 2016-6-26 08:55
本帖最後由 Offer 於 2016-6-27 21:38 編輯
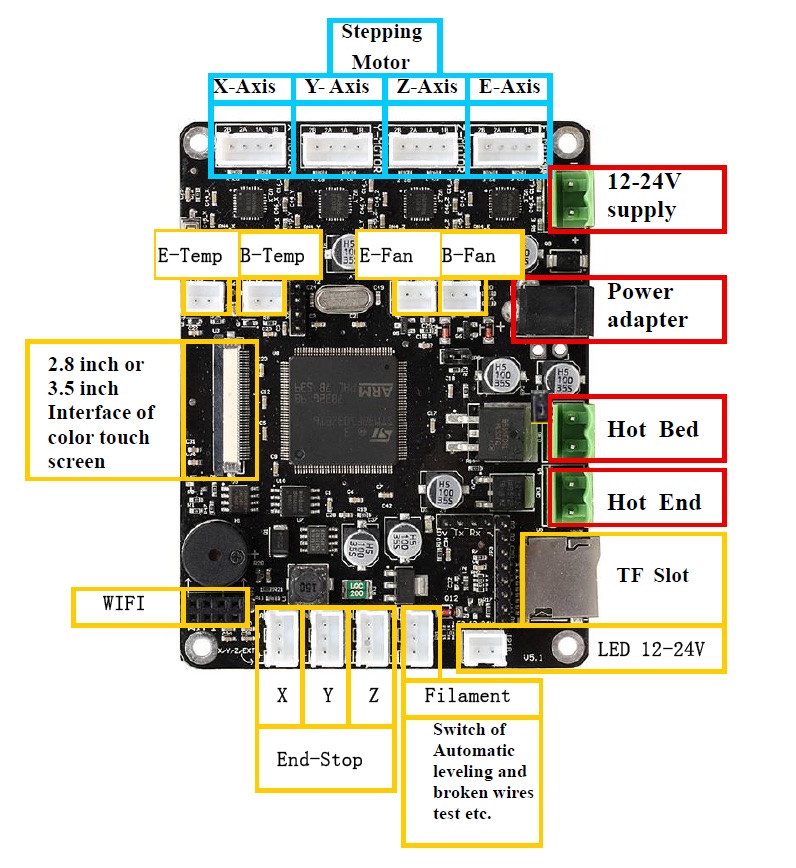
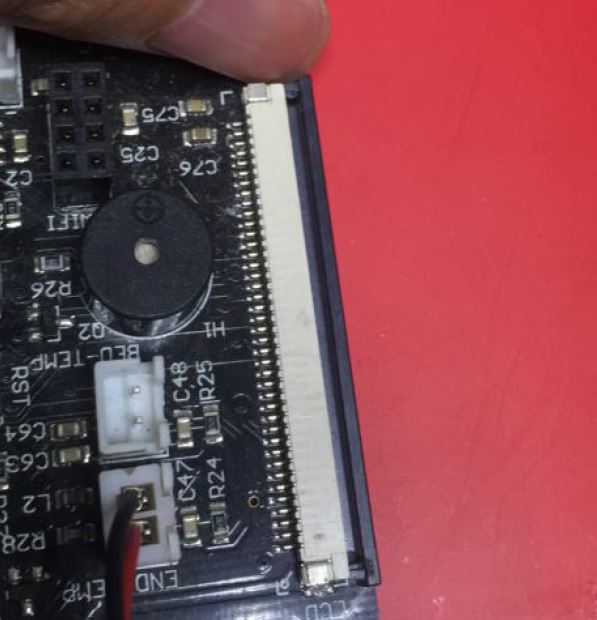
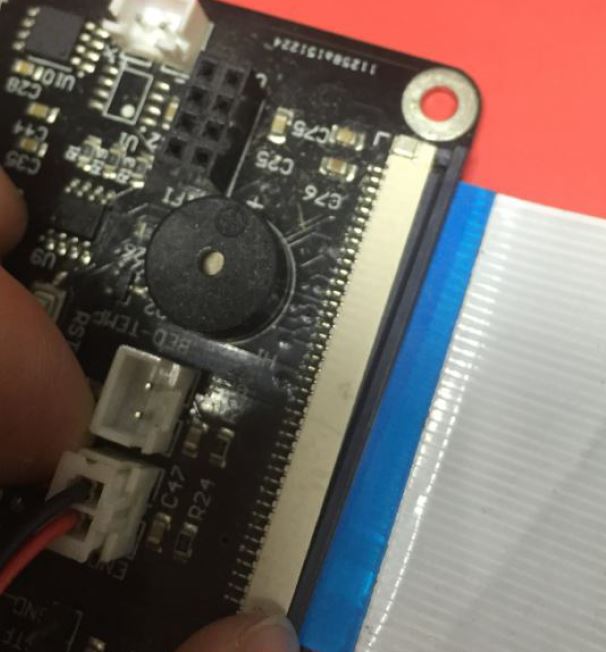
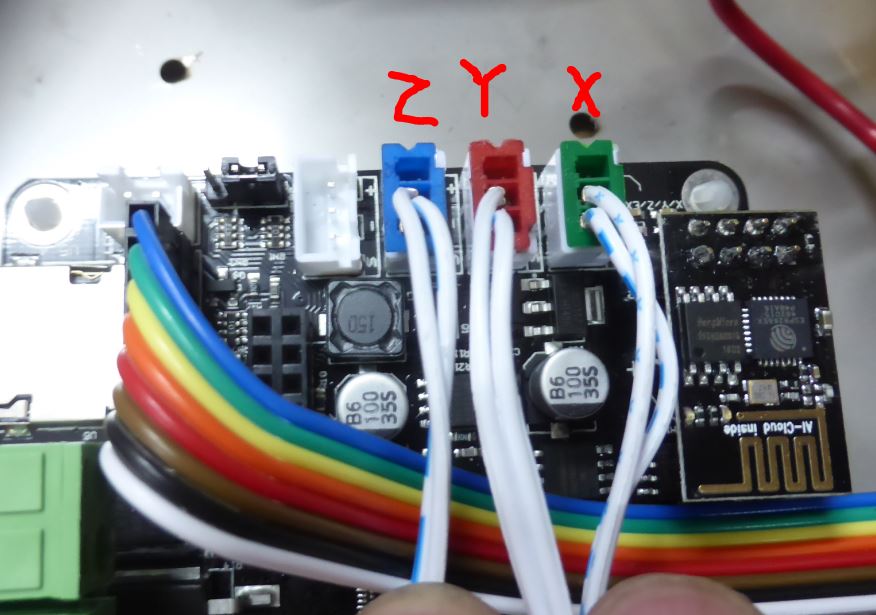
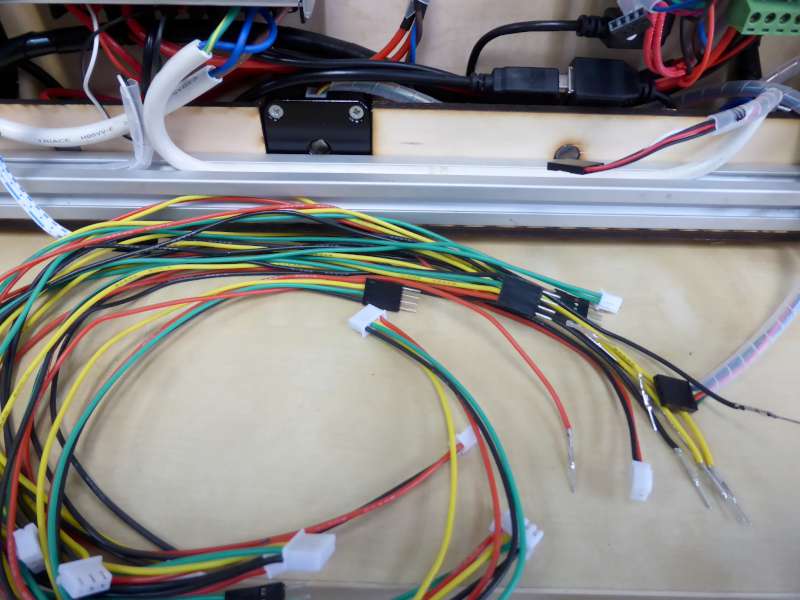
主板接缐


先用指甲輕輕撥開
把排線朝下插到底
先用指甲壓入一邊,然後往另外一邊刮,將卡扣卡死,螢幕端也是一樣接線
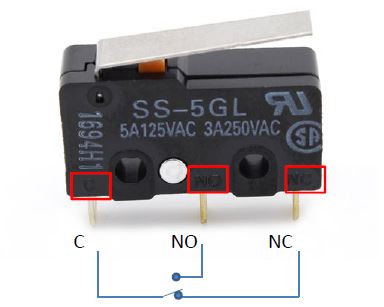
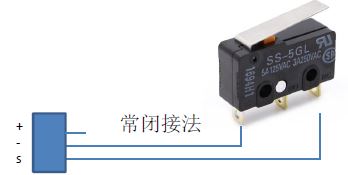
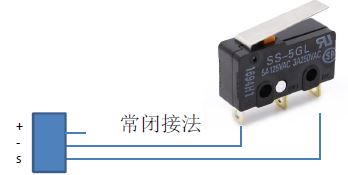
NO 常開觸點(normal open) NC常閉觸點(normal close),C是公共端(common)
Kossel Mini (Delta) 是接常閉接法
 圖片附件: image.jpg (2016-6-26 09:49, 204.07 KB) / 下載次數 260
圖片附件: image.jpg (2016-6-26 09:49, 204.07 KB) / 下載次數 260https://www.hkepc.com/forum/attachment.php?aid=1900214&k=8cbc34e71e09d9331fa25b394a0cd835&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 001.JPG (2016-6-27 20:53, 50.24 KB) / 下載次數 258
圖片附件: 001.JPG (2016-6-27 20:53, 50.24 KB) / 下載次數 258https://www.hkepc.com/forum/attachment.php?aid=1900694&k=3b8e6ae1d3a9da09cded11dc6ef5392c&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 002.JPG (2016-6-27 20:53, 31.36 KB) / 下載次數 270
圖片附件: 002.JPG (2016-6-27 20:53, 31.36 KB) / 下載次數 270https://www.hkepc.com/forum/attachment.php?aid=1900695&k=359901fd65a4baff203eac1089908901&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 003.JPG (2016-6-27 20:53, 51.5 KB) / 下載次數 235
圖片附件: 003.JPG (2016-6-27 20:53, 51.5 KB) / 下載次數 235https://www.hkepc.com/forum/attachment.php?aid=1900696&k=27fca001dec85f1ec3c3861ec203b2ef&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 004.JPG (2016-6-27 20:53, 24.53 KB) / 下載次數 260
圖片附件: 004.JPG (2016-6-27 20:53, 24.53 KB) / 下載次數 260https://www.hkepc.com/forum/attachment.php?aid=1900697&k=3819a9eb2cbef8860254e572eeb88930&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 005.JPG (2016-6-27 21:00, 20.43 KB) / 下載次數 278
圖片附件: 005.JPG (2016-6-27 21:00, 20.43 KB) / 下載次數 278https://www.hkepc.com/forum/attachment.php?aid=1900699&k=497c9afbfd7211239d5539437787f369&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 006.JPG (2016-6-27 21:00, 14.17 KB) / 下載次數 273
圖片附件: 006.JPG (2016-6-27 21:00, 14.17 KB) / 下載次數 273https://www.hkepc.com/forum/attachment.php?aid=1900700&k=8250b92382b838280a97ee29b0bb9836&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 007.JPG (2016-6-27 21:20, 51.18 KB) / 下載次數 236
圖片附件: 007.JPG (2016-6-27 21:20, 51.18 KB) / 下載次數 236https://www.hkepc.com/forum/attachment.php?aid=1900705&k=3e20d339c0f068cac58c3e40e9a795c4&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 008.JPG (2016-6-27 21:20, 79.34 KB) / 下載次數 273
圖片附件: 008.JPG (2016-6-27 21:20, 79.34 KB) / 下載次數 273https://www.hkepc.com/forum/attachment.php?aid=1900706&k=45ae483e33dea9c3d0916e03901621f1&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 030.JPG (2016-6-27 21:38, 72.36 KB) / 下載次數 294
圖片附件: 030.JPG (2016-6-27 21:38, 72.36 KB) / 下載次數 294https://www.hkepc.com/forum/attachment.php?aid=1900729&k=1f7d693f6d8479a3075f0413142dd70b&t=1781795666&sid=2NziuzB1Nm
作者: Offer 時間: 2016-6-26 08:55
本帖最後由 Offer 於 2016-6-27 22:00 編輯
(手把手)赤兔彩色觸屏3D Printer主控板調試
Software編:
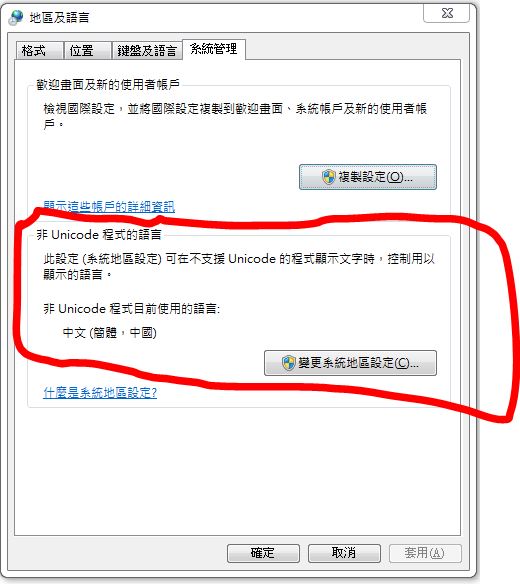
因為赤兔很多文件或者設定檔均為簡體中文,為免看到亂碼最好先到控制台更改一下設定
控制台\時鐘、語言和區域
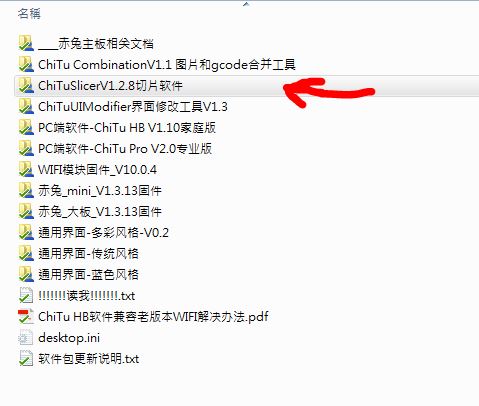
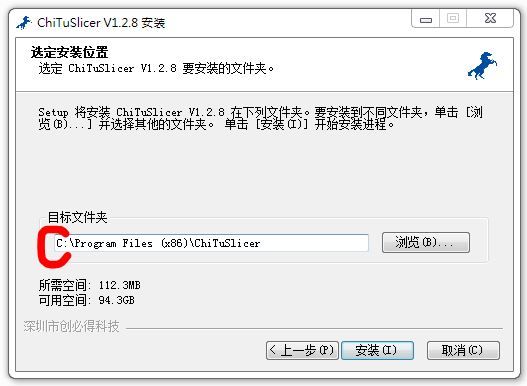
首先安裝Slicer
留意安裝位置,通常是C drive,如果你沒D drive而選擇了D的話便會出現錯誤而無法安裝
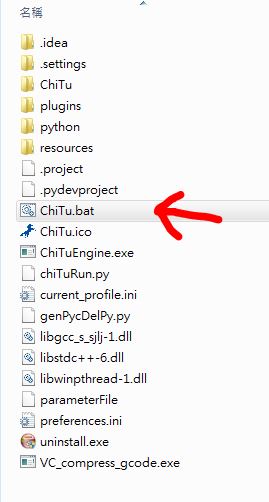
運行Chitu slicer時是要選擇bat的
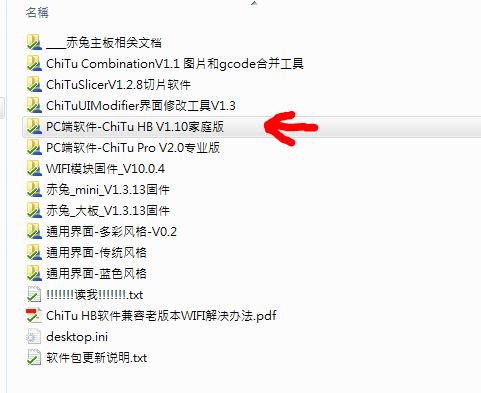
如果帶WIFI的赤兔主板已經config好接駁router便可以選擇那個3D printer接駁
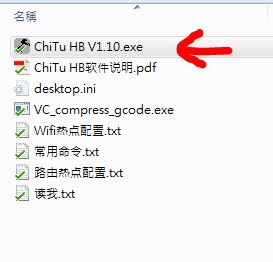
ChiTu HB是用來控制3D printer的,此為綠色軟件不用安裝直接運行便可
圖片附件: 010.JPG (2016-6-27 21:08, 11.96 KB) / 下載次數 301https://www.hkepc.com/forum/attachment.php?aid=1900702&k=0bc871505963998bf43d35a3d20eb17e&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 011.JPG (2016-6-27 21:08, 56.51 KB) / 下載次數 271
圖片附件: 011.JPG (2016-6-27 21:08, 56.51 KB) / 下載次數 271https://www.hkepc.com/forum/attachment.php?aid=1900703&k=de2555f5a4236c130db4310d907694a5&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 012.JPG (2016-6-27 21:26, 38.12 KB) / 下載次數 237
圖片附件: 012.JPG (2016-6-27 21:26, 38.12 KB) / 下載次數 237https://www.hkepc.com/forum/attachment.php?aid=1900716&k=4e3a906c9e08c3627eb0279989040429&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 013.JPG (2016-6-27 21:26, 12.93 KB) / 下載次數 229
圖片附件: 013.JPG (2016-6-27 21:26, 12.93 KB) / 下載次數 229https://www.hkepc.com/forum/attachment.php?aid=1900717&k=391bb8f68fa8ab30c35dc14173c9a49d&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 014.JPG (2016-6-27 21:26, 41.91 KB) / 下載次數 289
圖片附件: 014.JPG (2016-6-27 21:26, 41.91 KB) / 下載次數 289https://www.hkepc.com/forum/attachment.php?aid=1900718&k=c2928ae13bbd7a0eb7222ad77d8f9259&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 015.JPG (2016-6-27 21:26, 28.62 KB) / 下載次數 285
圖片附件: 015.JPG (2016-6-27 21:26, 28.62 KB) / 下載次數 285https://www.hkepc.com/forum/attachment.php?aid=1900719&k=ce1ceaae444fdbd9bc239276cd55c740&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 016.JPG (2016-6-27 21:26, 37.79 KB) / 下載次數 219
圖片附件: 016.JPG (2016-6-27 21:26, 37.79 KB) / 下載次數 219https://www.hkepc.com/forum/attachment.php?aid=1900720&k=dc9ad931e1b3cc3d2e1806ced891cb6f&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 017.JPG (2016-6-27 21:26, 19.45 KB) / 下載次數 305
圖片附件: 017.JPG (2016-6-27 21:26, 19.45 KB) / 下載次數 305https://www.hkepc.com/forum/attachment.php?aid=1900721&k=332a68bc2da0f9da63169ed13263c78b&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 019.JPG (2016-6-27 21:26, 104.23 KB) / 下載次數 258
圖片附件: 019.JPG (2016-6-27 21:26, 104.23 KB) / 下載次數 258https://www.hkepc.com/forum/attachment.php?aid=1900722&k=4dee2e42a66d73f9188e5717faf64e41&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 0018.JPG (2016-6-27 21:32, 59.54 KB) / 下載次數 252
圖片附件: 0018.JPG (2016-6-27 21:32, 59.54 KB) / 下載次數 252https://www.hkepc.com/forum/attachment.php?aid=1900726&k=f50bf14fe1f74199f03668d0b44690d7&t=1781795666&sid=2NziuzB1Nm
 圖片附件: 020.JPG (2016-6-27 21:32, 136.72 KB) / 下載次數 268
圖片附件: 020.JPG (2016-6-27 21:32, 136.72 KB) / 下載次數 268https://www.hkepc.com/forum/attachment.php?aid=1900727&k=a2045996406f81ee7b11d89432329e8c&t=1781795666&sid=2NziuzB1Nm

作者: Offer 時間: 2016-6-26 08:55
本帖最後由 Offer 於 2016-6-30 21:54 編輯
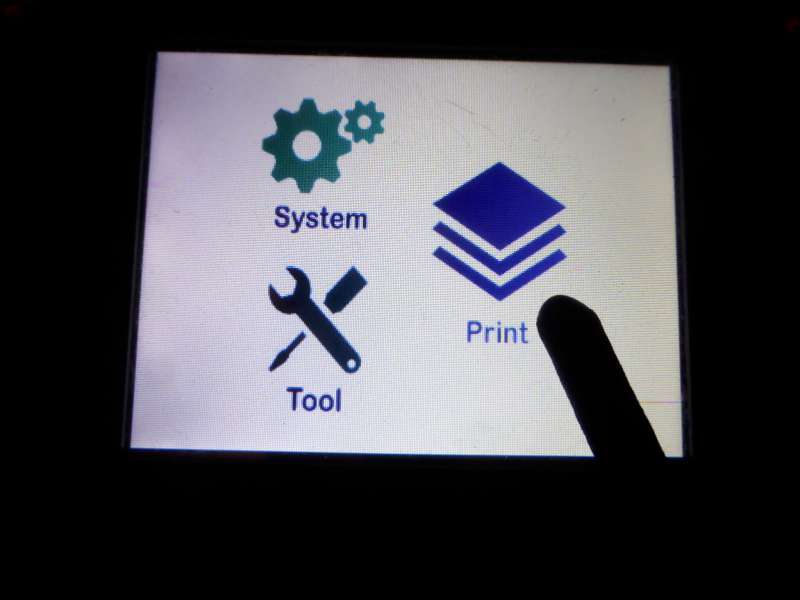
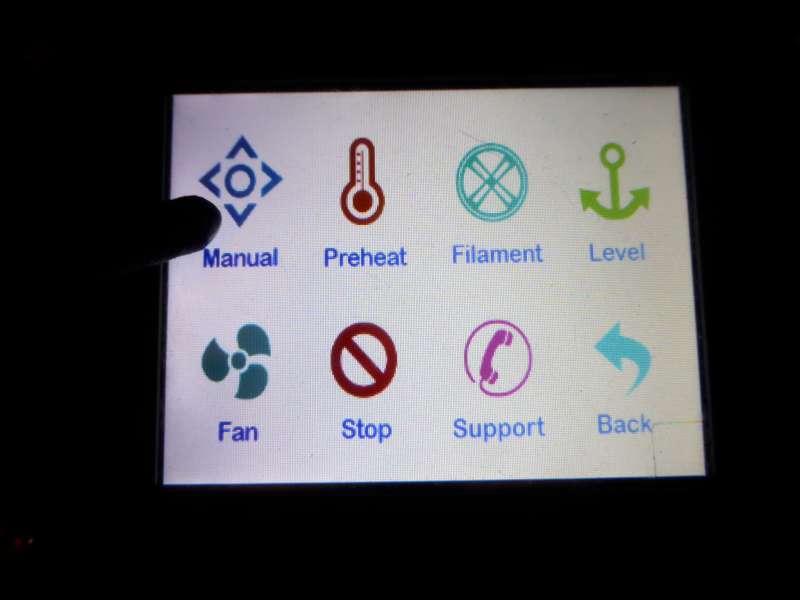
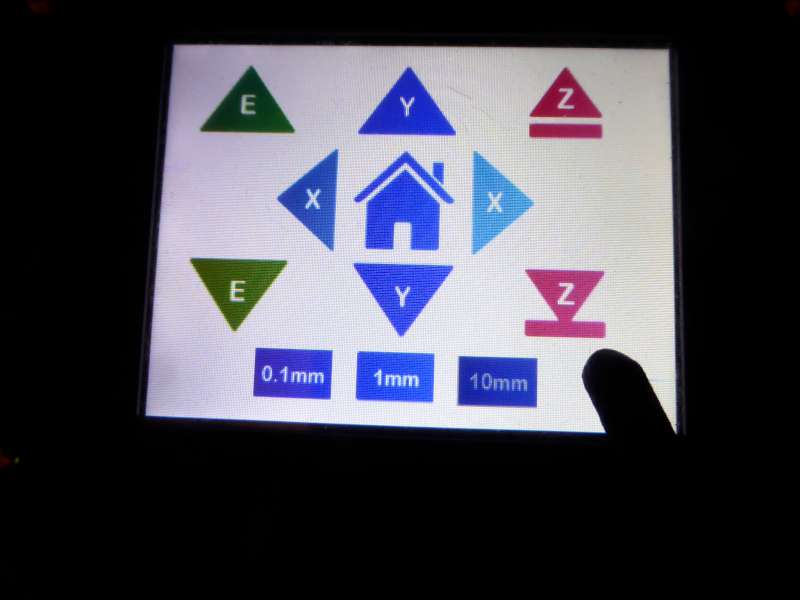
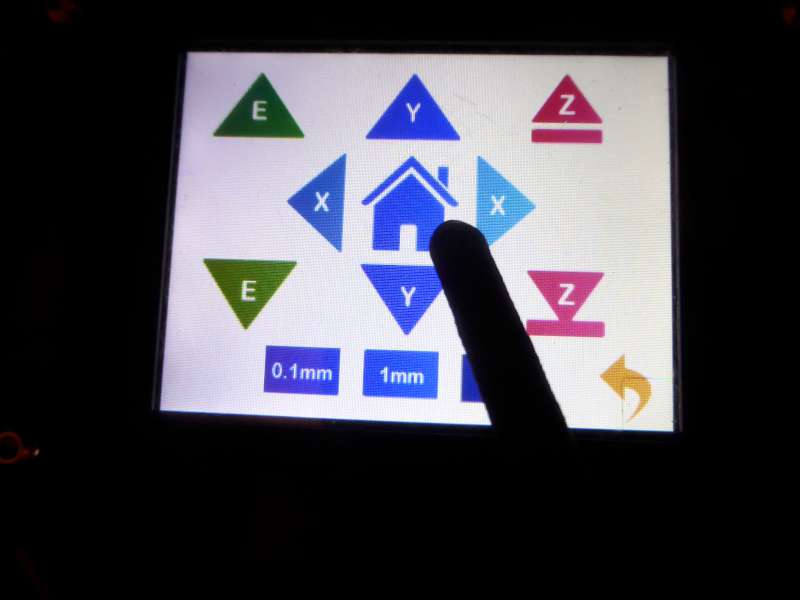
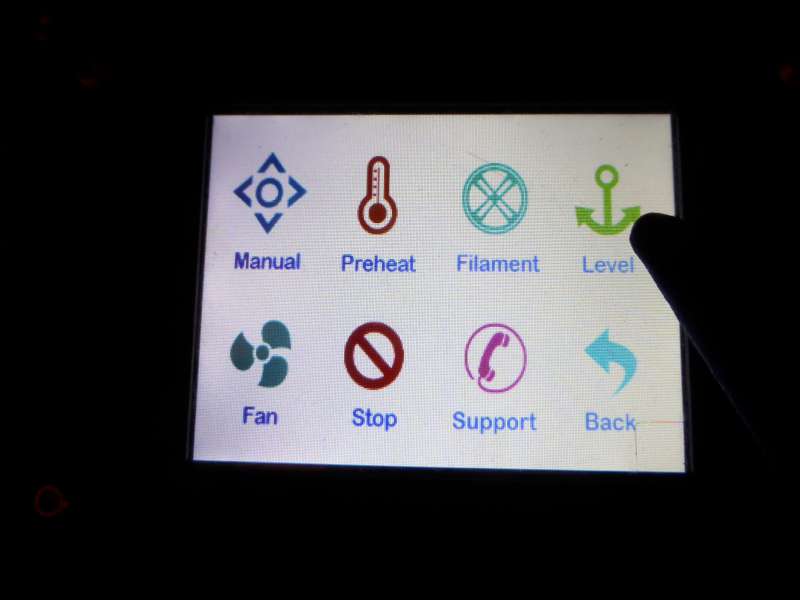
初步測試編:
把設定檔修改好放入SD Card,選擇運行這設定檔
用手按下end stop,應該每也會有兩響BB聲
把三個滑車拉到軌中央,按下Z向上行10mm看看是否向上行10mm,再試向下,如果方向錯誤可把M8002至M8004的I修改為I-1或I1
如果方向正確可以把噴咀移至平台面,按Home,如果正確的話,三滑車會向上走撞到endstop後它們會自動移下再慢慢歸位
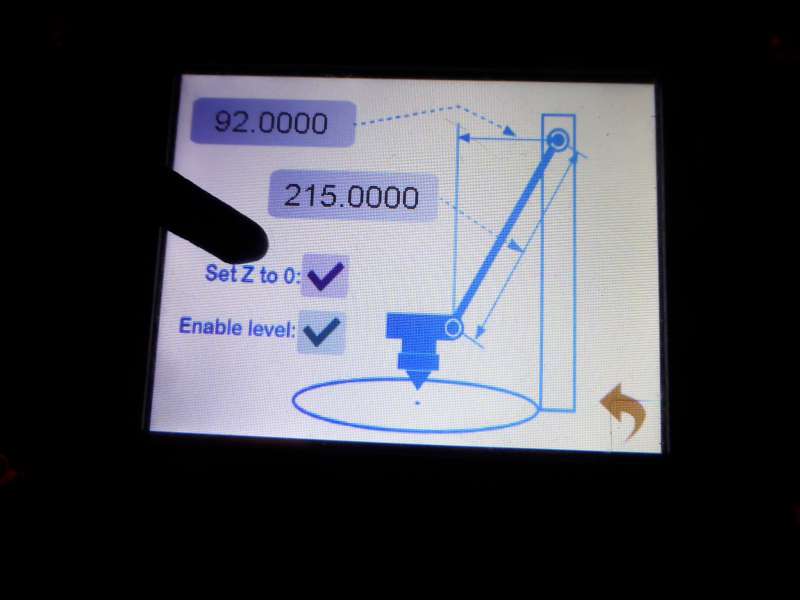
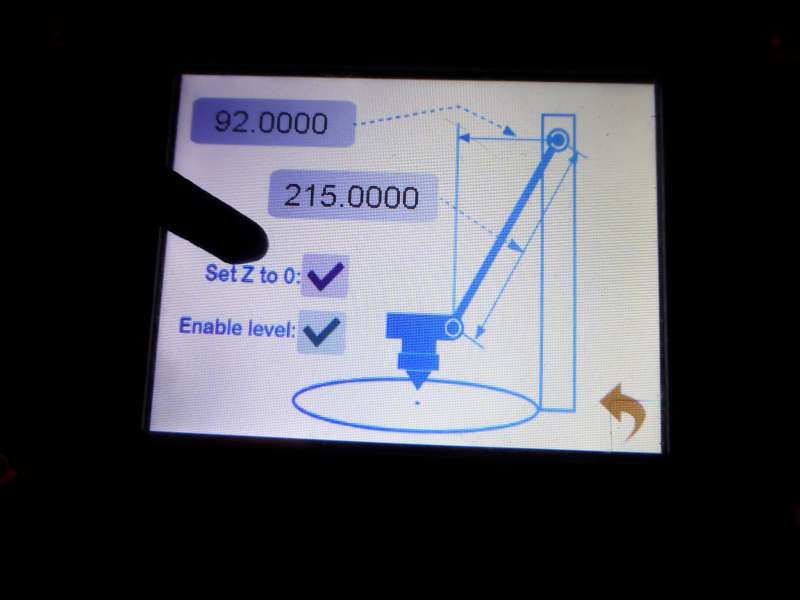
(如果裝有調平設備)按下調平,塔台會自動在平台上探測高度
按Home,把Z每次向下10mm,接近平台少於10mm時轉用1mm或0.1mm,放入A4 80g紙張在平台與噴咀之間,再向下行直到拉動白紙時有si si 聲但可拉動自如
按set Z to 0
調平大概已經完畢
圖片附件: P1260958.JPG (2016-6-30 21:52, 64.88 KB) / 下載次數 237https://www.hkepc.com/forum/attachment.php?aid=1901385&k=7c53b370f83055d401b4b4a6833689b2&t=1781795666&sid=2NziuzB1Nm
 圖片附件: P1260959.JPG (2016-6-30 21:52, 67.93 KB) / 下載次數 259
圖片附件: P1260959.JPG (2016-6-30 21:52, 67.93 KB) / 下載次數 259https://www.hkepc.com/forum/attachment.php?aid=1901386&k=951a4ac512d9deeb5aa2a7d308d2cdb1&t=1781795666&sid=2NziuzB1Nm
 圖片附件: P1260960.JPG (2016-6-30 21:52, 64.45 KB) / 下載次數 270
圖片附件: P1260960.JPG (2016-6-30 21:52, 64.45 KB) / 下載次數 270https://www.hkepc.com/forum/attachment.php?aid=1901387&k=81bd24b86a11f3791dfb8a2dfe01bc94&t=1781795666&sid=2NziuzB1Nm
 圖片附件: P1260961.JPG (2016-6-30 21:52, 62.83 KB) / 下載次數 272
圖片附件: P1260961.JPG (2016-6-30 21:52, 62.83 KB) / 下載次數 272https://www.hkepc.com/forum/attachment.php?aid=1901388&k=1d0275519bc56ed8ab06272ac515882d&t=1781795666&sid=2NziuzB1Nm
 圖片附件: P1260962.JPG (2016-6-30 21:52, 65.08 KB) / 下載次數 249
圖片附件: P1260962.JPG (2016-6-30 21:52, 65.08 KB) / 下載次數 249https://www.hkepc.com/forum/attachment.php?aid=1901389&k=7041a813414e19ddc4dac6f9fcb7db75&t=1781795666&sid=2NziuzB1Nm
 圖片附件: P1260963.JPG (2016-6-30 21:52, 62.16 KB) / 下載次數 270
圖片附件: P1260963.JPG (2016-6-30 21:52, 62.16 KB) / 下載次數 270https://www.hkepc.com/forum/attachment.php?aid=1901390&k=057aeecee6acca643ee8472d7a9bdb14&t=1781795666&sid=2NziuzB1Nm
 圖片附件: P1260964.JPG (2016-6-30 21:52, 62.48 KB) / 下載次數 243
圖片附件: P1260964.JPG (2016-6-30 21:52, 62.48 KB) / 下載次數 243https://www.hkepc.com/forum/attachment.php?aid=1901391&k=4b5a97a4efc1ae07e5e7d1b09c96f250&t=1781795666&sid=2NziuzB1Nm
作者: Offer 時間: 2016-6-26 08:55
(手把手)赤兔彩色觸屏3D Printer主控板調試
寫作中4
作者: Offer 時間: 2016-6-26 08:55
(手把手)赤兔彩色觸屏3D Printer主控板調試
寫作中5
作者: Offer 時間: 2016-6-26 08:56
(手把手)赤兔彩色觸屏3D Printer主控板調試
寫作中6
作者: Offer 時間: 2016-6-26 08:56
本帖最後由 Offer 於 2016-6-27 23:20 編輯
(手把手)赤兔彩色觸屏3D Printer主控板調試
機器運行的設定檔.gcode
- ;;版本:V1.3.13 LCD:2 ';'後面接的是注釋
- M8000 I0;斷電保存支持與否
- M8001 I0;復位開頭支持與否
- M8002 I-1;X電機方向
- M8003 I-1;Y電機方向
- M8004 I-1;Z電機方向
- M8005 I-1;E電機方向
- M8005 I1 E2;E2電機方向
- M8005 X0 ;X軸 0:擠出頭動 1:平臺動
- M8005 Y0 ;Y軸 0:擠出頭動 1:平臺動
- M8005 Z0 ;Z軸 0:擠出頭動 1:平臺動
- M8006 I80;起始速度
- M8007 I15;軌彎速度
- M8008 I1000;加速度
- M8009 S0.008100;x,y每步mm
- M8010 S0.010350;z每步mm
- M8011 S0.002000;e每步mm
- M8012 I200;XY最大速度
- M8013 I30;Z最大速度
- M8014 I120;E最大速度
- M8015 I25;Z第一次歸零速度
- M8016 I10;Z第二次歸零速度
- M8015 S30;XY第一次歸零速度
- M8016 S5;XY第二次歸零速度
- M8017 I10;預擠出長度
- M8018 I20;預擠出最大速度
- M8019 I50;Makerware退絲速度
- M8020 S1.500000;Makerware退絲長度
- M8033 S8.000000;Makerware切換擠出頭退絲長度
- M8021 S1.750000;耗材直徑
- M8022 I245;擠出頭最高溫度
- M8022 T150;耗材最低擠出溫度
- M8023 I50;熱床最高溫度
- M8023 T1;溫度警告使能 0:使能 1:禁止
- M8024 I195;X最大行程
- M8025 I165;Y取大行程
- M8026 I205;Z最大行程
- M8027 I1;擠出頭個數
- ;M8027 Z0;將E2當成雙Z軸的另一個軸
- ;M8027 Y0;將E2當成雙Y軸的另一個軸
- ;M8027 E0;將E2當成雙E1軸
- M8027 T1;0:禁止熱床 1:使能熱床
- M8028 S0.000000;退絲補償
- M8029 I0;XY限位 0:最小限位 1:最大限位 2:雙邊限位 3:左後 4:右前
- M8029 T1;限位接線 0:限位常開 1:限位常閉
- M8029 S0;Z限位類型 0:最小限位 1:最大限位
- M8029 C0;XYZ歸位後動作 0:回零點(0,0,0) 1:停在限位位置
- M8029 P1;三角洲調平限位;1:與XYZ限位類型相同 -1:與XYZ限位類型相反
- M8029 D0;耗材檢測使能
- M8030 I0;風扇自啟動溫度
- ;M8030 I0 T-1;主機板風扇自啟溫度,常開設置為零
- M8031 S35.000000;第二擠出頭X偏移
- M8032 S0.000000;第二擠出頭Y偏移
- M8034 I1;資料夾支持與否
- M8035 I4;調平點個數
- ;M8036 X0.1 Y0.1;多少個點就填多少個座標,小於0為行程比例,否則為座標
- M8036 X0.3000 Y0.1000;調平位置
- M8036 X0.7000 Y0.1000;調平位置
- M8036 X0.3000 Y0.7000;調平位置
- M8036 X0.7000 Y0.7000;調平位置
- M8080 I1;機型類型 0:XYZ 1:Delta 2:Hbot
- M8081 I2;溫度感測器 0: NTC 100K 1 B 1:K型熱電偶 2:EPCOS NTC熱阻
- M8083 S215.000000;三角洲杆長度
- M8083 Z229.076218;三角洲Z行程
- ;M8083 I1;是否使能自動調平
- M8084 S92.000000;三角洲列印半徑
- M8084 D0;調平半徑差值
- M8084 P0;調平取點模式,0:7x7正方開 1:37個點,正六邊形
- M8084 Z0.000000;三角洲Z偏移,0:禁止偏移,行程由設Z為零確定,非0,行程由調平觸發器觸發位置+偏移值
- M8085 I3000;開機logo持續時間,最小100ms,最大6000ms
- M8085 T0;屏保待機等待時間,單位是秒
- M8085 P0;待機多長時間後關機
- M8086 I1 ;電機細分軟體分頻,不懂請設1
- M8087 I15000 T0;I:方向有效到脈衝有效的時間(ns),T:脈衝最短保持時間(ns).如果沒有外接驅動,請全部設為0
- M8089 P0 ;;是否列印完成後,強制關閉所有電機及加熱 0:關閉所有 1:列印完後不運作 2:列印完過零
- M301 P22.2000 I1.0800 D114.0000;溫度PID參數
- M8489 I256 ;主機板風扇自啟時的pwm比例
- M8489 T6 ;裝載耗材的進絲速度
- M8489 S4 ;三角洲機型在調平時,取點時的下降速度
- M8489 P0 ;是否列印完成後,強制關閉所有電機及加熱 0:關閉所有 1:列印完後不動作
- ;M8520 I0;鐳射雕刻支援,會重定向more的功能,默認禁止 1:支持 0:不支持
- ;M8520 T0;手動調平支持,默認禁止 1:支持 0:不支持
- ;M8521 I0;熱床加熱重定義,默認為0
- M8500 ;保存配置
作者: Offer 時間: 2016-6-26 08:56
(手把手)赤兔彩色觸屏3D Printer主控板調試
寫作中8
作者: Offer 時間: 2016-6-26 08:56
(手把手)赤兔彩色觸屏3D Printer主控板調試
寫作中9
作者: yfwong68 時間: 2016-6-26 14:21
支持支持板主
作者: 3D小蚂蚁 時間: 2016-6-27 09:50
期待,全力支持
作者: neoz 時間: 2016-6-27 12:09
支持,另外 Offer, 我有赤兔大板,step 一樣?
作者: Offer 時間: 2016-6-27 17:39
回覆 13# neoz
是的
作者: 不是老司机 時間: 2016-6-27 17:50
赤兔还是非常好用的,使用起来很简单,很稳定。
作者: dtom 時間: 2016-6-27 22:39
版主有無辨法聯絡赤兔攪攪個繁體版或者叫佢改用 Unicode
我怕反而攪到其他繁體變左亂碼仲麻煩
作者: fred2088 時間: 2016-6-27 22:45
回覆 16# dtom
同意 !!! 得他們可以改.... 日後有好大問題 ...
作者: Kawai.jolly 時間: 2016-6-28 15:56
十萬個感謝
大至上搞定,就是Z位,已跟師兄的教學,但設z為0之後,列印時總比我設的高約1mm,是不是要補上限位和噴頭之間的差距?
via HKEPC Ionic Reader v1.3.3 - iPhone
作者: bam1a 時間: 2016-6-28 16:10
回覆 3# Offer
關於簡體編碼問題
其中一種無損處理手法係用M$嘅 Applocate,但win8開始似乎支援性比較差做法係開啓程式,然後選擇要啓動嘅程式再選擇編碼區域
去wiki了解下
另一個叫locate emulator,做到類似offer大個方法同applocate嘅模擬該地文字編碼嘅手法,不過更加傻瓜同易開(只要右鍵禁要開嘅編碼模式,前提要做足instruction嘅話)
作者: marcowing 時間: 2016-6-28 16:53
本帖最後由 marcowing 於 2016-6-28 16:58 編輯
個Z誤差值我都好想知響邊度較到.
我用CHITUHB個軟件直開都顯示得晒,咪鬼用佢個砌片就無乜野.
作者: Kawai.jolly 時間: 2016-6-29 08:48
本帖最後由 Kawai.jolly 於 2016-6-29 08:53 編輯
(手把手)赤兔彩色觸屏3D Printer主控板調試
機器運行的設定檔.gcode
Offer 發表於 2016-6-26 08:56

唉, 搞咁耐,一路有問題, 原來在官方網DOWN左個舊VERSION FILE, V1.3.7, 一月番C兄呢個即刻搞掂,
但又有另一個小問題, 我是用CURA 切片的, 發覺擠出量太多,個在CURA減至51%, 但仍太多,每條線之間都有料突出,個擠出摩打,係咁"達達達"頂料,之後亦同時在機中的設定把出料減至30%,才正常一點,請問還可以在那裡設定??
萬分感謝
作者: 3D小蚂蚁 時間: 2016-6-29 10:09
回覆 21# Kawai.jolly
首先检查是不是耗材直径设置错误?E轴电机脉冲设置错误?
作者: Offer 時間: 2016-6-29 11:39
M8011 S0.002200;e每步mm
修改這個吧
試試0.006600
作者: Kawai.jolly 時間: 2016-6-29 12:02
回覆 23# Offer
回家,試試, 謝謝
作者: ustkl 時間: 2016-6-29 12:09
其實有冇個別 Tower 的半徑offset 可 set?
作者: Offer 時間: 2016-6-29 12:48
其實有冇個別 Tower 的半徑offset 可 set?
ustkl 發表於 2016-6-29 12:09
你指M8084 D0?
作者: ustkl 時間: 2016-6-29 12:58
回覆 26# Offer
即係我之前post 講果D。
http://www.hkepc.com/forum/viewt ... &extra=page%3D3
作者: g2david 時間: 2016-6-29 14:43
赤兔 行唔行到CoreXY?
作者: Offer 時間: 2016-6-29 16:10
赤兔 行唔行到CoreXY?
g2david 發表於 2016-6-29 14:43
可以set HBOT
作者: Kawai.jolly 時間: 2016-6-30 08:31
本帖最後由 Kawai.jolly 於 2016-6-30 08:37 編輯
M8011 S0.002200;e每步mm
修改這個吧
試試0.006600
Offer 發表於 2016-6-29 11:39
多謝指教,已改差不多0.010000才跟機中10mm進料相約
另外我畫了一個8cm x 2cm的2mm厚平方,但印出來會大約2mm,即大約8.2mm,是不是也是由XY的方面入手?
另外發覚這底板比MM的板印件時熱很多
via HKEPC Ionic Reader v1.3.3 - iPhone
作者: yfwong68 時間: 2016-6-30 10:24
可以set HBOT
Offer 發表於 2016-6-29 16:10
板主,請教怎樣Set HBOT
作者: Offer 時間: 2016-6-30 11:04
多謝指教,已改差不多0.010000才跟機中10mm進料相約
另外我畫了一個8cm x 2cm的2mm厚平方,但印出 ...
Kawai.jolly 發表於 2016-6-30 08:31
修改M8009加大一點
作者: Offer 時間: 2016-6-30 11:06
板主,請教怎樣Set HBOT
yfwong68 發表於 2016-6-30 10:24
要另外開教學
作者: yfwong68 時間: 2016-6-30 15:09
要另外開教學
Offer 發表於 2016-6-30 11:06
萬分其待
作者: Kawai.jolly 時間: 2016-6-30 17:36
那請問散熱風扇,側吹風扇的插頭和設定code是?
via HKEPC Ionic Reader v1.3.3 - iPhone
作者: Offer 時間: 2016-6-30 21:08
本帖最後由 Offer 於 2016-6-30 21:13 編輯
那請問散熱風扇,側吹風扇的插頭和設定code是?
via HKEPC Ionic Reader v1.3.3 - iPhone ...
Kawai.jolly 發表於 2016-6-30 17:36
插E-Fan位,M106 S0 至 255
作者: Offer 時間: 2016-6-30 21:41
本帖最後由 Offer 於 2016-6-30 22:24 編輯
http://www.hkepc.com/forum/redir ... 08&pid=35043841
初步測試編:
把設定檔修改好放入SD Card,選擇運行這設定檔
用手按下end stop,應該每也會有兩響BB聲
把三個滑車拉到軌中央,按下Z向上行10mm看看是否向上行10mm,再試向下,如果方向錯誤可把M8002至M8004的I修改為I-1或I1
如果方向正確可以把噴咀移至平台面,按Home,如果正確的話,三滑車會向上走撞到endstop後它們會自動移下再慢慢歸位
(如果裝有調平設備)按下調平,塔台會自動在平台上探測高度
按Home,把Z每次向下10mm,接近平台少於10mm時轉用1mm或0.1mm,放入A4 80g紙張在平台與噴咀之間,再向下行直到拉動白紙時有si si 聲但可拉動自如
按set Z to 0
調平大概已經完畢
作者: bam1a 時間: 2016-6-30 21:59
赤兔個firmware有無類似marlin嘅M666 手動調平手法?
如是者,調試文中會有說明?
作者: Offer 時間: 2016-6-30 22:07
赤兔個firmware有無類似marlin嘅M666 手動調平手法?
如是者,調試文中會有說明? ...
bam1a 發表於 2016-6-30 21:59
Set delta endstop adjustment ?
作者: bam1a 時間: 2016-6-30 22:15
Set delta endstop adjustment ?
Offer 發表於 2016-6-30 22:07
yep
作者: Offer 時間: 2016-6-30 22:23
本帖最後由 Offer 於 2016-6-30 22:26 編輯
yep
bam1a 發表於 2016-6-30 22:15
marlin
paper test, M114 check Z position, M666 Z+-xxx offset
赤兔
paper test, press Set Z to 0
作者: bam1a 時間: 2016-7-1 06:11
本帖最後由 bam1a 於 2016-7-1 06:12 編輯
回覆 41# Offer
應該話係調整3枝柱個高度offset, 而唔係只係中心點個高度調整
作者: Offer 時間: 2016-7-1 10:09
回覆 Offer
應該話係調整3枝柱個高度offset, 而唔係只係中心點個高度調整 ...
bam1a 發表於 2016-7-1 06:11
你有冇赤兔在手可以試試,我而家正在tune團購機的profile及config setting所以吾可以試怕搞亂左影響團購
作者: g2david 時間: 2016-7-1 15:35
請問可否控制servo 升隆bed level probe呢?
作者: bam1a 時間: 2016-7-1 16:23
本帖最後由 bam1a 於 2016-7-1 16:27 編輯
你有冇赤兔在手可以試試,我而家正在tune團購機的profile及config setting所以吾可以試怕搞亂左影響團購 ...
Offer 發表於 2016-7-1 10:09
冇,但有冇團購link?(PM我如果唔方便定出嘅話已經搵到:P)
via HKEPC Ionic Reader v1.3.3 - Android
作者: Offer 時間: 2016-7-1 18:15
請問可否控制servo 升隆bed level probe呢?
g2david 發表於 2016-7-1 15:35
其實赤兔應該控吾到外加的servo probe,佢支援開関式,光學式或者接近開關,servo式成本比較貴而且精度也未必比其他好,下圖呢隻係我試過最好用的,探位就在咀中央,但好貴

作者: g2david 時間: 2016-7-1 18:30
回覆 46# Offer
因為我想用赤免安裝在Corexy 機上, 現時我用servo 去撥個sensor
作者: Offer 時間: 2016-7-1 18:54
回覆 Offer
因為我想用赤免安裝在Corexy 機上, 現時我用servo 去撥個sensor ...
g2david 發表於 2016-7-1 18:30
可以試下在Max X Max Y裝個switch,在start gcode在調平方去呢個位令servo去撥個sensor,或用start gcode去開B-Fan而用B-Fan的電去撥個sensor
作者: Kawai.jolly 時間: 2016-7-1 21:49
不幸事又發生我身上,之前已經可以印件,只是不太滿意,今日突然不著機,以為火牛有問題,扲番塊MM板出嚟,插火牛又冇問題,即係火牛冇問題,再Jumper轉USB,插又著番機,只是插火牛唔得,之前已經接通左㡳板上用作開關的位置,所以應該唔關事,有冇師兄知咩事???
作者: g2david 時間: 2016-7-1 22:54
Offer 師兄: 這塊red rabbit. 插頭跟 ramps 1.4 不同, 有沒有option 去買adapters?
作者: Offer 時間: 2016-7-1 23:20
Offer 師兄: 這塊red rabbit. 插頭跟 ramps 1.4 不同, 有沒有option 去買adapters?
g2david 發表於 2016-7-1 22:54
http://www.hkepc.com/forum/redir ... 76&pid=34663639
作者: Offer 時間: 2016-7-1 23:28
不幸事又發生我身上,之前已經可以印件,只是不太滿意,今日突然不著機,以為火牛有問題,扲番塊MM板出嚟, ...
Kawai.jolly 發表於 2016-7-1 21:49
How about LED & LCD?
作者: g2david 時間: 2016-7-1 23:36
回覆 51# Offer
跟板有沒有插頭, 可以自已整轉換線呢?
作者: Offer 時間: 2016-7-1 23:46
回覆 Offer
跟板有沒有插頭, 可以自已整轉換線呢?
g2david 發表於 2016-7-1 23:36
有白色果邊嘅插頭,另外一邊杜邦針要自己買
作者: Kawai.jolly 時間: 2016-7-1 23:51
How about LED & LCD?
Offer 發表於 2016-7-1 23:28
冇問題呀,usb mode可以呀,lcd可按到menu呀,只是轉番火牛就冇反應
作者: Offer 時間: 2016-7-1 23:53 標題: ,
冇問題呀,usb mode可以呀,lcd可按到menu呀,只是轉番火牛就冇反應
Kawai.jolly 發表於 2016-7-1 23:51
火牛電源駁邊個插?
作者: Kawai.jolly 時間: 2016-7-1 23:55
火牛電源駁邊個插?
Offer 發表於 2016-7-1 23:53
圓插,之前冇問題
作者: Offer 時間: 2016-7-1 23:59
圓插,之前冇問題
Kawai.jolly 發表於 2016-7-1 23:55
試下檢查short線是否short得好,或者駁到綠色插供電
作者: Kawai.jolly 時間: 2016-7-2 00:13
本帖最後由 Kawai.jolly 於 2016-7-2 00:16 編輯
試下檢查short線是否short得好,或者駁到綠色插供電
Offer 發表於 2016-7-1 23:59
剛剛試了用另一火件,插綠色插供電,也不成
Short缐是指底板上那原來用作開関的位?我直接用鉐缐接通了
唔通咁快死板
作者: Offer 時間: 2016-7-2 06:34
剛剛試了用另一火件,插綠色插供電,也不成
Short缐是指底板上那原來用作開関的位?我直接用鉐缐接 ...
Kawai.jolly 發表於 2016-7-2 00:13
可能穩壓燒了
作者: Kawai.jolly 時間: 2016-7-2 12:15
可能穩壓燒了
Offer 發表於 2016-7-2 06:34
即係冇得救
作者: Offer 時間: 2016-7-2 12:18
即係冇得救
Kawai.jolly 發表於 2016-7-2 12:15
先旺旺客服
作者: marcowing 時間: 2016-7-2 13:32
又到我發表意見既時間.之前啲插頭揩到塊板唔知咩零件就燒左.
寄返去整完用兩下又壞過,整完都係神神地咁.
跟住慢慢慢慢咁壞,到最後ENDSTOP都唔識停.
壞板我覺得買過塊好過,寄返去,維修費,再寄香港,都舊幾人仔.
而家塊板擺響度當垃圾.
作者: Kawai.jolly 時間: 2016-7-2 14:03
又到我發表意見既時間.之前啲插頭揩到塊板唔知咩零件就燒左.
寄返去整完用兩下又壞過,整完都係神神地咁.
跟 ...
marcowing 發表於 2016-7-2 13:32
我都係咁諗,不過你淨買番塊板?大板or細板?有塊lcd喺度,可以用番,定係只買板,個人覺得塊大板好熱,細板會好啲?
via HKEPC Ionic Reader v1.3.3 - iPhone
作者: marcowing 時間: 2016-7-2 17:03
淨買板得,LCD大細板唔共用,無得諗,熱不如加把風扇算啦.
作者: MartinChiu 時間: 2016-7-4 14:49
我都係咁諗,不過你淨買番塊板?大板or細板?有塊lcd喺度,可以用番,定係只買板,個人覺得塊大板 ...
Kawai.jolly 發表於 2016-7-2 14:03
用緊兩塊,一塊係MM, 一塊係mostfun sail
MM no fan
most fun 2x fan

作者: Kawai.jolly 時間: 2016-7-5 19:42
本帖最後由 Kawai.jolly 於 2016-7-5 21:08 編輯
用緊兩塊,一塊係MM, 一塊係mostfun sail
MM no fan
most fun 2x fan
MartinChiu 發表於 2016-7-4 14:49
請問見你用e fan插底板風扇,咁應該噴頭風扇用B fan啦,咁側吹風扇點插旗
還有用什麼code.
作者: MartinChiu 時間: 2016-7-6 00:09
請問見你用e fan插底板風扇,咁應該噴頭風扇用B fan啦,咁側吹風扇點插旗
還有用什麼code. ...
Kawai.jolly 發表於 2016-7-5 19:42
其他機正常E Fan 接吹件,code 一樣M106 S
但因為我接係mostfun sail 佢的風扇設計只用一把5050古風機所以我咁接,
另外我搏去MM 到就更係E fan 做返吹件
作者: Kawai.jolly 時間: 2016-7-6 08:23
本帖最後由 Kawai.jolly 於 2016-7-6 08:28 編輯
其他機正常E Fan 接吹件,code 一樣M106 S
但因為我接係mostfun sail 佢的風扇設計只用一把5050古風 ...
MartinChiu 發表於 2016-7-6 00:09
M8030 I0;風扇自啟動溫度
;M8030 I0 T-1;主機板風扇自啟溫度,常開設置為零
見個CONFIG FILE 有呢句,個M8030 I0 T-1 係咩意思, 見個又加" ;" 隱藏左,一直以為呢句係
即係咁,,,,,,,,BFAN 做噴頭散熱, EFAN 做側吹, 再加番句M106 S,
如果想加多把FAN 吹底板, 又唔係長開, 係咪EFAN係一開二呢??
對不起, 之前燒了一塊板, 想問清楚一點, 多見諒
作者: MartinChiu 時間: 2016-7-6 09:11
M8030 I0;風扇自啟動溫度
;M8030 I0 T-1;主機板風扇自啟溫度,常開設置為零
見個CONFIG FILE 有呢 ...
Kawai.jolly 發表於 2016-7-6 08:23
my kossel setting >
側吹我跟平時G code
;【【分号后面的为注释,请根据注释说明进行相应的参数修改,分号之后的指令会被忽略】】
;基本格式是Mxxx Ixxx,Mxxx Txxx或者Mxxx Sxxx,其中Ixx(是字母I,integer的首字母,不是数字1)后面接的是整数,可以为十进制,也可以为十六进制(以0x开头),Sxx后面接的是浮点数
;
;【打印关机和断电保存】需要模块配合使用,如果没有相关模块,请将其设置成0;
M8000 I0 ;断电保存支持与否,I1表示支持,I0表示不支持,设置完后重启才生效
M8001 I0 ;打印关机支持与否,I1表示支持,I0表示不支持,设置完后重启才生效
;
;【步进电机方向控制】I1与I-1的方向刚好相反,所以,如果电机方向不对,要么改接线,要么改这个方向参数
M8002 I-1; ;X步进电机方向,I1或I-1
M8003 I-1 ;Y步进电机方向
M8004 I-1 ;Z步进电机方向
M8005 I1 ;E步进电机方向
;M8005 I1 E2 ;设置第二个E步进电机方向,I1或I-1
;
;【XYZ轴挤出头/平台移动配置】仅仅会影响手动界面按钮的实际运动方向;;;;;;;;;;;;;;;;;;;;;;;;;;
M8005 X0 ;0:X轴方向 挤出头运动
;1:X轴方向 平台运动 目前市面上的机器,大部分都是X轴挤出头运动
M8005 Y0 ;0:Y轴方向 挤出头运动
;1:Y轴方向 平台运动 目前I3的结构Y轴是平台运动,
; delta,ultimaker和makerbot的Y轴是挤出头运动
M8005 Z0 ;0:Z轴方向 挤出头运动
;1:Z轴方向 平台运动 目前I3结构和delta结构Z轴是挤出头移动,
; ultimaker和makerbot结构Z轴是平台移动
;
;【速度/加速度设置】速度以mm/s为单位,加速度以mm/s^2为单位
M8006 I80 ;最大的起步速度,当运动速度起过此速度的时候,会以此速度作为起步,
; 此速度主要是防止失步,此值过小,会在打圆的时候造成轨角凸起
M8007 I25 ;最大的轨弯速度值(对应开源固件中的jerk速度),如果运动的实际轨弯速度大于此值,
; 会强制令运动减速。在打填充时,会有大量往复运动,此值大,噪音大,容易丢步。
; 此值小,速度慢,打印速度高的时候,打印质量会相对较差
M8008 I1000 ;加速度,该值越大,实际运行的平均速度越大,但是噪音也大,该值小,实际的速度也会越小,
;
;【【【步进相关参数】】】参数设置完,请打印一个立方体,然后用尺子量一下尺寸的,以确认参数没有问题
; 如果机器为delta结构,请将XYZ的电机参数设成一样,Z参数的和XY计算方法一样
M8009 X0.01 Y0.01007 ;【XY每一步的mm值】如20齿,齿距为2.032mm(mxl规格,2gt的齿据是2mm),1.8度步进电机,
; 16细分,则为(20*2.032)/((360/1.8)*16)
;M8009 X0.01 Y0.01 ;如果需要独立设置X,Y步进电机参数,可以用这个指令
;
M8010 S0.01 ;【Z每一步的mm值】在非三角洲的机器上,计算公式:导程/((360/1.8)*16)。
; 如果是在三角洲机器上,请设置成和XY参数相同Y
;
; 【E每一步的mm值】计算公式:滚轮周长/((360/1.8)*16),周长为直径*Pi
M8011 S0.01079375 ;如果你发现设置出丝比较稀,或是经常断层,建议将此值设置得比真实值小一点,
; 出丝更好
;
;
;【各种速度最大值】为了保证机器能够稳定,请根据实测结果进行设置
M8012 I150 ;XY运动的最大速度mm/s
M8013 I30 ;Z运动的最大速度mm/s
M8014 I160 ;挤出机的最大速度mm/s
;
;【归零速度】makerware切片软件切片,会忽略这个归零速度,因为其gcode中有指定归零速度
M8015 I10 ;Z归零时的第一次归零速度,速度较快,手动界面的Z移动速度也和这个速度相同
M8015 S30 ;XY归零时的第一次归零速度,速度较快,手动界面的XY移动速度
M8016 I6 ;Z归零时的第二次归零速度,速度较慢,降低第二次的归零速度可以提高限位的重复定位精度
M8016 S10 ;XY归零时的第二次归零速度,速度较慢,降低第二次的归零速度可以提高限位的重复定位精度
;
;【打印前的预挤出】
M8017 I10 ;预挤出长度mm,第一层与底板的是否粘牢直接影响打印质量,多一点预挤出会使底板粘得更好
M8018 I70 ;挤出机的最大预挤出速度mm/s,非减速齿轮送料,最大速度通常都在100以上,
;
;【与Replicator/Makerware软件兼容密切相关参数】如果不打算兼容该类软件,可以不用管
M8019 I50 ;支持的最大退丝速度,单位是mm/s,当为0时,表示与E最大速度相同。
; 默认Makerware双头切片退丝非常慢,退丝停顿时间非常长
M8020 S3 ;退丝长度,mm,回抽距离,回抽过小会漏丝,回抽过大,停顿时间过长,也容易漏丝,
; 请根据您的送料类型及挤出头类型合理设置,如果为0,退丝长度遵从切片软件
M8033 S8 ;makerware软件切换挤出头时的退丝长度,makerware切片指定退丝非常长,
; 再回挤时容易卡丝,如果为零,遵从切片软件设置
;
;【默认耗材直径】单位是mm
M8021 S1.75 ;耗材直径
;
;【挤出头最高温度】
M8022 I245 ;挤出头支持的最高温度,设置此温度为了防止用户误操作挤出头温度造成挤出头损坏,
; 热阻只能到260度,peek管也大概在260度开始软化
;
;
;【耗材界面,出丝的最低温度】
M8022 T170 ;耗材界面,挤出耗材所需的最低温度
;
;【热床最高温度】
M8023 I120 ;热板最高温度,温度过高容易损坏热板
;
;【温度出错检测】默认的温度出错检测会在温度传感器未插好或是加热功率过小的时候弹出警告,
; ;强烈建议不要禁止此功能
M8023 T0 ;0: 使能温度检测
; 1: 禁止挤出头和热床温度出错检测
; 2: 仅禁止热床的温度出错检测
;
;【X,Y,Z最大行程】请根据实际打印尺寸进行设置,单位是mm
; 请务必认真设置此参数!!!!!!,如果设置过小,在打印时,超出设置行程的地方
; 则无法打印,如果设置过大,则在切片移动指令超出实际机器行程的情况下,不会对
; 超出的位置进行限制,会使得电机强制撞机
; 如果机器为delta结构,会忽略下列行程参数
M8024 I200 ;X最大行程,在lcd使能声音的情况下,打印时超出行程的运动会造成蜂鸣器鸣叫,
; 手动界面操作时不会有行程限制
M8025 I200 ;Y最大行程
M8026 I302 ;Z最大行程
;
;【设置挤出头个数】最少1个,目前最多2个
M8027 I1 ;配置挤出头个数
;
;【多Y或多Z的特殊功能】;
;第二个挤出头当成Z来使用,有些大机器需要两个Z轴,所以可以把E2当成Z轴来使用,该命令会强制挤出头个数为1
;M8027 Z0 ;如果使能该功能,请将前面的';'去掉,要禁止该功能,用';'将其注释掉即可,
; 0: 双Z双限位模式,第二个限位接Z+,
; 1:双Z单限位模式,只需要接一个限位开关
; 3: 三Z模式,另外两个Z接扩展口
;
;第二个挤出头当成Y来使用
;M8027 Y0 ;如果使能该功能,请将前面的';'去掉,要禁止该功能,用';'将其注释掉即可
;
;第二个挤出头当成第一个挤出来使用
;M8027 E0 ;如果使能该功能,请将前面的';'去掉,要禁止该功能,用';'将其注释掉即可
;
;【热床使能】有些机器会希望禁止热床,可以通过该指令禁止热床
M8027 T1 ;1:使能热床
; 0:禁止热床
;
;【高级设置,退丝补偿】
M8028 S0.00 ;退丝补偿,机器,退丝后再挤出,因为弹性作用,其实会比原位置退一点点,
; 如果不懂就直接为零
;
;【XY轴限位开关位置类型】
; 0: reprap机型,通常使用repetier-host和cura,限位开关位置在x,y的零点,
; 限位安装在X-,Y-。限位时,挤出头在平台的左前方
; 1: makerbot 类似机型,通常使用 replicatorG/makerware/makerbot desktop切片软件,
; 限位位置在x,y的最大值处,限位接X+,Y+,限位时,挤出头在平台的右后方
; 2: ultimaker机型,双边都带限位开关
; 3: 限位时,挤出头在平台的左后方(极少,限位接X-,Y+)
; 对于delta类型机器,会忽略此参数,限位开关全部接到X+,Y+,Z+,
M8029 I0 ;0: 单边零点限位(左前),如mendel,i3...
; 1: 单边最大点限位(右后),如makerbot机型
; 2:双边限位,如ultimaker机型
; 3: 左后方限位(极少)
;
;
;
;【XYZ限位开关接线类型】如果此配置错误,在手动界面操作电机时,在某个方向电机会无法运动而且蜂鸣器
; 会发出滴滴的声音。
; 简单的判断方法,如果配置正常,由未限位变成限位时,蜂鸣器会发出滴滴声,
; 而由限位变成未限位时,蜂鸣器不会发声 .如果发现现象相反,将此配置修改一下即可
M8029 T0 ;0: 限位开关常开(未限位时-和s电压为高电平,限位时为低电平)
; 1: 限位开关常闭(未限位时-和s电压为低电平,限位时为高电平)
;
;【Z轴限位开关位置】
M8029 S0 ;0:挤出头离平台最近时限位,限位接Z-
; 1:挤出头离平台最远时限位,限位接Z+
;
;【XYZ轴归位后是否回(0,0,0)】
M8029 C0 ;0 :回XYZ(0,0,0)位置
; ;1 :停留在限位位置
;
;
;【断料检测使能】断料限位接的是FILAMENT的限位,如果使能该功能,三角洲结构的调平限位必须接到Z-上,
; 如果没有使能该功能,三角洲结构的调平限位接FILAMENT
M8029 D0 ;0:禁止断料检测
; 1:使能断料检测
;
;【FILAMENT(断料检测/调平限位)限位开头配置】;
; 三角洲机型中,调平开关只有在点击调平,电机归零之后才会被使能。
; 如果该开关设置不正确会造成自动调平时,电机一直在顶上运动,不会下到底板。
; 平常该限位一直处于非使能状态,即使触发该开关也不会造成蜂鸣器的滴滴声。
M8029 P1 ;1: 与XYZ限位类型相同
; -1: 与XYZ限位类型相反
;
;【挤出风扇控制】 如果挤出头是makerbot结构,挤出机一加热就需要散热,否则挤出机会过热,
; 如果挤出头是ultimaker的结构,风扇是否需要开启则由切片软件指定
M8030 I0 ;>0: 如果需要强制挤出机大于某温度时自动开启风扇,设置一个大于0的温度.
; 0: 如果设为0,风扇开头由切片软件控制
;
;【主板风扇控制】
; 设置主板风扇自启动温度一定要放在M8030 I0命令之后,makerbot主板上有两个风扇,
; 有一侧面风扇高于某测试时会自开启,可以将风扇接主板风扇,并配置此参数
;M8030 I0 T-1 ;I后面的参数表示温度,当为0是,表示主板风扇不会随温度变化,
; 否则当挤出头温度达到指定温度时,风扇会开启
;
;【设置第二个挤出头(右边挤出头)的偏移】单位是mm,如果是单头,下列两参数无效
M8031 S35.0 ;X方向的偏移
M8032 S0 ;Y方向的偏移
;
;【SD卡是否支持文件夹的显示】
M8034 I1 ;0: 不支持
; 1:支持
;
;
;
;
; 如果机器为delta结构,盘中心的位置为(X0.5 Y0.5),
; 其他结构中,左前方的位置为(X0.0 Y0.0)
; 在三角洲的调平测试中(仅在使能三角洲手动调平测试时使用,如果是自动调平,下面参数无效),建议点的位置分别
; 为(X0.5 Y0.5) (X0.15358984,Y0.3) (X0.84641016,Y0.3) (X0.5,Y0.9),
; 当然你也可以取点为绝对坐标也行
;【调平测试点】 最多可以取5个点,X,Y为浮点数,如果X,Y都小于1,则表示相对行程的比例,
; 否则表示为X,Y的绝对坐标值,单位为mm
; 如果行程为(200,200),则M8036 X0.1 Y0.1与 M8036 X20 Y20是一样的效果,
; 如果绝对值数值小于1,表示是比较,否则是绝对坐标
M8035 I4 ;调平点个数,
M8036 X0.2 Y0.2 ;有多少个点,就有多少个该指令
M8036 X0.8 Y0.2
M8036 X0.8 Y0.8
M8036 X0.2 Y0.8
;
;
;【机器类型】
M8080 I1 ;0: XYZ普通类型,
; 1:delta类型 (delta机器限位接X+,Y+,Z+,左:X电机,右:Y电机,后:Z电机)
; 2: Hbot/CoreXY类型
; 3: SCARA(内测中,限位接X-,Y-)
; 4: 挖掘机结构(内测)
;
;【热阻类型】温度传感器类型
; 对于热电阻,同样参数的热电阻其实也略有差别,不同的热电阻在低温时温度比较接近,
; 在高温时,显示的温度差别可达40度,如果是热电阻,请务必设置正确的热电阻类型,
M8081 I2 ;0: 理想NTC 100K 1% 3950 B ,
; 1: K型热电偶 ,
; 2: EPCOS NTC 100K 1% 3950 B,对应marlin的传感器类型1 ,市面上绝大多数都是这种
;
;【使能调平】 0:禁止调平使能 1:允许调平使能
;M8083 I1 ;在三角洲界面上,可以通过界面进行使能,如果只希望通过界面设置,可将本行注释掉,
; 如果是XYZ结构的自动调平,调平开关直接接在Z-上,去掉原来的限位开关,
; 同时配合M8084 Z*指令使用
;
;【三角洲设置】如果不为delta类型,下面的参数将会被忽略;;;;;;;;;;;;;;;;;;;
;M8083 S215 ;三角洲杆长度,这个可以在直接在三角洲界面上进行设置,如果要在配置中设置,去掉前面的分号
;M8084 S109 ;三角洲圆环半径,这个可以在直接在三角洲界面上进行设置,在调机的时候,
; 在界面上直接设置会更方便
M8084 D0 ;调平半径差值, 自动调平取点半径 = 圆环半径 + 调平半径差值,有些打印机的打印范围
; 比底下的圆盘大,探头很容易超出打印范围。大部分情况下,差值都是负值,比如M8084 D-10
M8084 P0 ;三角洲自动调平取点模式,不同的取点模式,取点范围有点不一样,可以通过调平半径差值
; 进行校正,
; 0: 7x7个点,正方形取点 ,调平直径为斜对角的距离
; 1:37个点,正六边形取点,调平直径为斜对角的距离
;
;;【Z调平限位差值,高级参数,可勿动】
; 三角洲机器或者自动调平的XYZ机器上 Z调平限位的高度差 = 调平限位的Z位置 - Z零点位置,
; 大部分情况下,你只需要调置为0即可
; 0: 禁止偏移,Z的行程由“设Z为零”确定, 打印的gcode无需添加自动调平指令,推荐使用此模式
; 非0:Z的当前位置在调平限位触发时自动确定,DELTA结构下,G29自动调平指令必须接在G28归零之后,
; 打印指令之前。如果光电调平限位,通常是正值,如果限位时,挤出头贴主板,则为负值
M8084 Z0
;
;
;【开机LOGO时间】
M8085 I3000 ;开机logo持续时间,最小100ms,最大6000ms
;【屏保时间】
M8085 T0 ;待机多长时间会进入屏保界面,单位是秒(s),当为0时表示禁止屏保
;【待机关机功能,需配合打完关机功能模块】
M8085 P0 ;待机多长时间会关闭机器,这个功能只有安装了打完关机功能模块的设置才能使用些设置,
; 单位是秒(s),为0时表示禁止待机关机功能
;【软件分频,此值勿动】
M8086 I1 ;软件分频,有些用户使用的是0.9步距角的电机或是外接32细分的驱动,
; 希望达到1.8步距角或是16细分的效果,可以将分频设为2,默认为1,不分频
;
;
;【外接驱动设置】
M8087 I0 T0 ;I: 方向信号有效到脉冲信号高电平的建立时间,单位是ns
; T:脉冲信号的最短保持时间,单位是ns ,如果没有外接驱动控制板,请将其都设为零。
;几种外接驱动的参数:THB7128:I100000 T0 ;;;;TB6560:I40000 T0 ;;;TB6600:I100000 T0
;
;
;【主板风扇自启时的pwm比例】
M8489 I256 ;主板风扇自启时的pwm比例,最高是256,有些主板风扇的风力比较强,噪音比较大,
; 可以通过这个参数改变风扇风力及噪音
;
;【耗材的界面出丝速度】
M8489 T8 ;在耗材的界面中,装载耗材的进丝速度 ,单位是mm/s,
; 进丝速度过快,无法及时送丝,导致挤出机挤不动而失步
;
;【三角洲下降调平速度】
M8489 S4 ;三角洲机型在调平时,取点时的下降速度, 降低此速度,可以提高自动调平取点精度
;
;
;【打印完成后的动作】
M8489 P0 ;打印完成后动作
; 0:关闭所有电机,加热
; 1:打印完后不动作,完全听从gcode指令
; 2: 打印完成后,归零,电机不断电
; 3: 打印完成后降到Z的最大行程处,电机不断电
; 4: 打印完成后等待喷头1温度降到50度才提醒打印完成
;【温度的PID参数设置】如果你不是专家,并且你的当前温度控制比较稳定,可以不需要动这个参数
;M301 P22.2 I1.08 D114 ;配置前,请将前面的分号去掉
;
;
M8520 I0 ;1: 支持激光雕刻的相关配置
; 0:不支持激光雕刻的相关配置,相关功能是在more按钮里面设置速度
;
;【【【【【【【【【保存参数】】】】】】】】此参数一定不能少,否则参数无法保存到设备
M8500 ;保存配置
;
;
;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;
;【用来测试的代码】;;
;M8510 ;使配置即刻生效,但不保存配置,主要用在临时测试配置的场合
;M8511 ;恢复成已保存的配置,未保存的配置丢失,通常和M8511配合使用
;M8512 "配置文件.gcode" ;将配置保存到文件中,文件是绝对路径
;M8520 I0 ;1:支持激光雕刻的相关配置
; 0:不支持激光雕刻的相关配置,相关功能是在more按钮里面设置速度
;M8520 T0 ;1:支持手动调平的相关测试功能
; 0:不支持手动调平相关功能,功能体现在在按调平的运作上
;M6010 T0 I4 ;创建循环起点,开始Loop0,循环四次
;M6011 T0 ;检查Loop0是否完成,如果未完成,继续循环,否则继续
;M6020 X0.1 Y0.92 Z0.5 F6500 ;X,Y,Z分别以及整个打印行程的比例作为值
;M6030 "file" ;运行当前相对路径下的文件,如果文件名称有':',则表示是绝对路径
;M6031 ;暂停打印,但不会移动挤出头
;M6032 "file" ;从sd卡打印文件,并准备读出文件
;M6040 I0 ;重启,后面接的参数是延时多长mm
;M6045 I4000 "M24" ;暂停当前打印,延时4s后执行M24命令恢复sd执行命令
;M6046 I4000 "M0" ;和M6045类似,只是不会暂停sd卡的执行,不要阻塞sd卡的正常往下执行
;M6050 S0.1 P0.04 ;混色配置挤出头1出丝起始比例为0.1,Z每增加1毫米挤出头1出丝比例增加0.04
;M6051 D0 P0 I1 ;将D0引脚电平拉成1,共有8个扩展IO口,主板版本必须在V3.6或以上才有扩展IO口,
; 在主板旁边,IO口旁边有丝印
;M6051 D0 P1 I1 ;等待D0的引脚电平变成1,否则一直阻塞命令
;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;
作者: vvserpent 時間: 2016-7-13 00:13
今日收到貨了. 想問問, 板上面D JUMPER 有冇用架呢?
剛接好電. BOOT 得起, TOUCH SCREEN 都有反應. 但背燈時光時暗(閃閃下>_<!). 會唔會係電壓唔夠呢?
WIFI 應該如何CONFIG 呢? CHITU 個APP 有冇英文板?
作者: vvserpent 時間: 2016-7-13 00:25
時光時暗(閃閃下) , 似乎係受WIFI Module interference.
拆左WIFI Module 就冇再閃啦.
我屋企有WIFI ROUTER 但部workhorse 只有Ethernet. 要點樣至CONFIG 到赤兔個WIFI ?
作者: andyngo 時間: 2016-7-13 08:38
今日收到貨了. 想問問, 板上面D JUMPER 有冇用架呢?
剛接好電. BOOT 得起, TOUCH SCREEN 都有反應. 但背燈 ...
vvserpent 發表於 2016-7-13 00:13
jumper 唔便理佢
作者: andyngo 時間: 2016-7-13 08:44
時光時暗(閃閃下) , 似乎係受WIFI Module interference.
拆左WIFI Module 就冇再閃啦.
我屋企有WIFI RO ...
vvserpent 發表於 2016-7-13 00:25
1: 係個赤兔個touch mon到開wifi
2: 裝個赤兔app係部電話到
3: 打開個apps,入面連接赤兔個wifi名
作者: alexhon 時間: 2016-7-13 08:55
時光時暗(閃閃下) , 似乎係受WIFI Module interference.
拆左WIFI Module 就冇再閃啦.
我屋企有WIFI RO ...
vvserpent 發表於 2016-7-13 00:25
我大板~
Wifi 接左USB 後set 易好多,佢打幾句野可以接入router,或用佢個電腦apps接左入去再搞
閃閃下我未試過...
作者: andyngo 時間: 2016-7-13 09:18
時光時暗(閃閃下) , 似乎係受WIFI Module interference.
拆左WIFI Module 就冇再閃啦.
我屋企有WIFI RO ...
vvserpent 發表於 2016-7-13 00:25
如果用pc經過router 個wifi接赤兔
要係pc上裝赤兔個軟件,再用佢入面個wifi 設置功能,輸入你屋企個wifi 名同密碼,產生個(路由熱點配置.txt)文件,再save入張sd卡到,再插入個3d 打印呢個文件。
作者: Offer 時間: 2016-7-13 09:43
時光時暗(閃閃下) , 似乎係受WIFI Module interference.
拆左WIFI Module 就冇再閃啦.
我屋企有WIFI RO ...
vvserpent 發表於 2016-7-13 00:25
焛屏問題config好wifi駁router自然消失,可能是未駁router前wifi draw比正常大的current引起的
作者: Offer 時間: 2016-7-13 17:33
CHITU 個APP 有冇英文板?
vvserpent 發表於 2016-7-13 00:13
http://www.cbd-3d.com/forum/
作者: vvserpent 時間: 2016-7-13 20:33
已成功configure WIFI. 可以PING 到隻小馬了.
好似師兄講既一樣, 用ChiTuHB 去generate 一個叫"路由热点配置.txt" 既FILE. 抄去SD CARD . 再叫小馬去PRINT (execute) 呢個FILE.
其實FILE入面只有一個M9003 既GCODE COMMAND 去config WIFI network 既SSID / KEY. 好簡單呢.
M9003 '"SSID","PRE-SHARED-KEY"'
而家ChiTuHB 可以連上小馬啦. 下一步搞wiring !
至於英文板software 就download 左 "ChiTu Pro V2.0.2 ". 不過安裝後, 彈APP. POP-UP 話"cx_Freeze: Python error in main script" 跟住係一秋Error.
中文板既"ChiTu Pro" ..... 唔知點用, 佢scan 唔到塊mini.
作者: Offer 時間: 2016-7-13 20:44
已成功configure WIFI. 可以PING 到隻小馬了.
好似師兄講既一樣, 用ChiTuHB 去generate 一個叫"路由热点 ...
vvserpent 發表於 2016-7-13 20:33
建議用ChiTu HB好過用chitu pro
作者: vvserpent 時間: 2016-7-13 21:23
叫得PRO , 以為會勁D tim. 英文板就冇選擇, 只得隻我用唔到既PRO 板.
哈, 既然係用NETWORK 做connection. 突然想試下用Simplify3D 去control 隻小馬.
想問問大師兄係S3D 應該SET 咩?
謝謝.
作者: andyngo 時間: 2016-7-13 21:25
已成功configure WIFI. 可以PING 到隻小馬了.
好似師兄講既一樣, 用ChiTuHB 去generate 一個叫"路由热点 ...
vvserpent 發表於 2016-7-13 20:33
chitu pro ,1 PC 同時連多部 3D printer。
ChiTu HB , 1 PC VS 1 3D printer。(穩定D)
作者: vvserpent 時間: 2016-7-13 21:50
焛屏問題, 我要幫條排線同WIFI module 底加SHIELDING 才可解決焛屏.
新玩具, 好多野玩, 有排玩呀
作者: Offer 時間: 2016-7-15 07:19
焛屏問題, 我要幫條排線同WIFI module 底加SHIELDING 才可解決焛屏.
新玩具, 好多野玩, 有排玩呀:wahaha ...
vvserpent 發表於 2016-7-13 21:50
玩呢個先http://www.hkepc.com/forum/viewthread.php?fid=259&tid=2305335
作者: 星羽 時間: 2016-7-15 22:13
今日先得閒裝上部MM機
參數照搬Offer 師兄提供的參數gcode,但限位開關就岀現問題
限位開關確認係常閉及正常,接線都無錯,參數亦都set咗[M8029 T1]常閉模式
但個限位開關好似無咗咁,用手開關都無DD聲,按home就會直撞限位開關 唔識停,要按緊急停止先識停
如果set咗[M8029 T0]常開模式,係會岀現原廠參數所講情況:(如果此配置錯誤,在手動介面操作電機時,在某個方向電機會無法運動而且蜂鳴器會發出滴滴的聲音。)
可以點做...
作者: Offer 時間: 2016-7-15 22:16
本帖最後由 Offer 於 2016-7-15 22:18 編輯
今日先得閒裝上部MM機
參數照搬Offer 師兄提供的參數gcode,但限位開關就岀現問題
限位開關確認係常閉及正常 ...
星羽 發表於 2016-7-15 22:13
拍相postPCB插缐情況,我post個config只是sample不是比MM機
作者: 星羽 時間: 2016-7-15 22:27
拍相postPCB插缐情況,我post個config只是sample不是比MM機
Offer 發表於 2016-7-15 22:16

我知道係參考用,但估唔到限位開關就已經出事...
作者: Offer 時間: 2016-7-15 22:29
今日先得閒裝上部MM機
參數照搬Offer 師兄提供的參數gcode,但限位開關就岀現問題
限位開關確認係常閉及正常 ...
星羽 發表於 2016-7-15 22:13
把這個gcode file放入SD card,打印佢,config setting會自動寫到SD Card內file名是Config.TXT,把它post上來看看,或者叫其他MM網友用呢個gcode導出佢的config比你食
 Save Config.zip (163 Bytes)
附件: Save Config.zip (2016-7-15 22:24, 163 Bytes) / 下載次數 212
Save Config.zip (163 Bytes)
附件: Save Config.zip (2016-7-15 22:24, 163 Bytes) / 下載次數 212https://www.hkepc.com/forum/attachment.php?aid=1906080&k=4e1234deddf4104572c8f4cc9a55dfba&t=1781795666&sid=2NziuzB1Nm
作者: Offer 時間: 2016-7-15 22:33
本帖最後由 Offer 於 2016-7-15 22:59 編輯
回覆 87# 星羽
1. Upload end stop photo
2. don't connect heat bed to ChiTu PCB directly, add a relay!!
作者: Offer 時間: 2016-7-15 22:36
Try this
- M8029 I0;XY限位 0:最小限位 1:最大限位 2:雙邊限位 3:左後 4:右前
- M8029 T1;限位接線 0:限位常開 1:限位常閉
- M8029 S1;Z限位類型 0:最小限位 1:最大限位
- M8029 C0;XYZ歸位後動作 0:回零點(0,0,0) 1:停在限位位置
- M8029 P1;三角洲調平限位;1:與XYZ限位類型相同 -1:與XYZ限位類型相反
作者: Offer 時間: 2016-7-15 22:51
回覆 87# 星羽
我upload左個Kossel Mini Config在share folder你可download 試試 ****Not for MM****
作者: 星羽 時間: 2016-7-15 23:00
把這個gcode file放入SD card,打印佢,config setting會自動寫到SD Card內file名是Config.TXT,把它post上 ...
Offer 發表於 2016-7-15 22:29

Config.TXT:
- ;;版本:V1.3.13 LCD:2 ';'后面接的是注释
- M8000 I0;断电保存支持与否
- M8001 I0;复位开头支持与否
- M8002 I-1;X电机方向
- M8003 I-1;Y电机方向
- M8004 I-1;Z电机方向
- M8005 I-1;E电机方向
- M8005 I1 E2;E2电机方向
- M8005 X0 ;X轴 0:挤出头动 1:平台动
- M8005 Y0 ;Y轴 0:挤出头动 1:平台动
- M8005 Z0 ;Z轴 0:挤出头动 1:平台动
- M8006 I80;起始速度
- M8007 I15;轨弯速度
- M8008 I1000;加速度
- M8009 S0.008100;x,y每步mm
- M8010 S0.010350;z每步mm
- M8011 S0.002000;e每步mm
- M8012 I200;XY最大速度
- M8013 I30;Z最大速度
- M8014 I120;E最大速度
- M8015 I25;Z第一次归零速度
- M8016 I10;Z第二次归零速度
- M8015 S30;XY第一次归零速度
- M8016 S5;XY第二次归零速度
- M8017 I10;预挤出长度
- M8018 I20;预挤出最大速度
- M8019 I50;Makerware退丝速度
- M8020 S1.500000;Makerware退丝长度
- M8033 S8.000000;Makerware切换挤出头退丝长度
- M8021 S1.750000;耗材直径
- M8022 I245;挤出头最高温度
- M8022 T150;耗材最低挤出温度
- M8023 I50;热床最高温度
- M8023 T1;温度警告使能 0:使能 1:禁止
- M8024 I195;X最大行程
- M8025 I165;Y取大行程
- M8026 I205;Z最大行程
- M8027 I1;挤出头个数
- ;M8027 Z0;将E2当成双Z轴的另一个轴
- ;M8027 Y0;将E2当成双Y轴的另一个轴
- ;M8027 E0;将E2当成双E1轴
- M8027 T1;0:禁止热床 1:使能热床
- M8028 S0.000000;退丝补偿
- M8029 I0;XY限位 0:最小限位 1:最大限位 2:双边限位 3:左后 4:右前
- M8029 T1;限位接线 0:限位常开 1:限位常闭
- M8029 S1;Z限位类型 0:最小限位 1:最大限位
- M8029 C0;XYZ归位后动作 0:回零点(0,0,0) 1:停在限位位置
- M8029 P1;三角洲调平限位;1:与XYZ限位类型相同 -1:与XYZ限位类型相反
- M8029 D0;耗材检测使能
- M8030 I0;风扇自启动温度
- ;M8030 I0 T-1;主板风扇自启温度,常开设置为零
- M8031 S35.000000;第二挤出头X偏移
- M8032 S0.000000;第二挤出头Y偏移
- M8034 I1;文件夹支持与否
- M8035 I4;调平点个数
- ;M8036 X0.1 Y0.1;多少个点就填多少个坐标,小于0为行程比例,否则为坐标
- M8036 X0.3000 Y0.1000;调平位置
- M8036 X0.7000 Y0.1000;调平位置
- M8036 X0.3000 Y0.7000;调平位置
- M8036 X0.7000 Y0.7000;调平位置
- M8080 I1;机型类型 0:XYZ 1:Delta 2:Hbot
- M8081 I2;温度传感器 0: NTC 100K 1 B 1:K型热电偶 2:EPCOS NTC热阻
- M8083 S215.000000;三角洲杆长度
- M8083 Z229.076218;三角洲Z行程
- ;M8083 I0;是否使能自动调平
- M8084 S92.000000;三角洲打印半径
- M8084 D0;调平半径差值
- M8084 P0;调平取点模式,0:7x7正方开 1:37个点,正六边形
- M8084 Z0.000000;三角洲Z偏移,0:禁止偏移,行程由设Z为零确定,非0,行程由调平触发器触发位置+偏移值
- M8085 I3000;开机logo持续时间,最小100ms,最大6000ms
- M8085 T0;屏保待机等待时间,单位是秒
- M8085 P0;待机多长时间后关机
- M8086 I1 ;电机细分软件分频,不懂请设1
- M8087 I15000 T0;I:方向有效到脉冲有效的时间(ns),T:脉冲最短保持时间(ns).如果没有外接驱动,请全部设为0
- M8089 P0 ;;是否打印完成后,强制关闭所有电机及加热 0:关闭所有 1:打印完后不运作 2:打印完过零
- M301 P22.2000 I1.0800 D114.0000;温度PID参数
- M8489 I256 ;主板风扇自启时的pwm比例
- M8489 T6 ;装载耗材的进丝速度
- M8489 S4 ;三角洲机型在调平时,取点时的下降速度
- M8489 P0 ;是否打印完成后,强制关闭所有电机及加热 0:关闭所有 1:打印完后不动作
- ;M8520 I0;激光雕刻支持,会重定向more的功能,默认禁止 1:支持 0:不支持
- ;M8520 T0;手动调平支持,默认禁止 1:支持 0:不支持
- ;M8521 I0;热床加热重定义,默认为0
- M8500 ;保存配置
作者: 星羽 時間: 2016-7-15 23:03
Try this
Offer 發表於 2016-7-15 22:36
試咗,都係唔得
作者: 星羽 時間: 2016-7-15 23:04
回覆 星羽
1. Upload end stop photo
2. don't connect heat bed to ChiTu PCB directly, add a re ...
Offer 發表於 2016-7-15 22:33
heat bed 加咗relay了
個end stop試過無接錯及常閉
作者: Offer 時間: 2016-7-15 23:11
heat bed 加咗relay了
個end stop試過無接錯及常閉
星羽 發表於 2016-7-15 23:04
End stop用他錶度過?
作者: 星羽 時間: 2016-7-15 23:14
End stop用他錶度過?
Offer 發表於 2016-7-15 23:11
Yes,無用手按係通的-常閉,按咗就不通-常開
作者: 星羽 時間: 2016-7-15 23:38
係貼吧搵到答案了...
原來係無插到跳線跳到5V(中間連去5V),冒燒板危險一插得咗

但原廠文件好似無提呢樣野,圖片都係無呢個跳線位
玩咗我一晚 及麻煩了Offer師兄幫手搵原因

作者: vvserpent 時間: 2016-7-15 23:38
我想問, 赤兔 有冇得好似 M119 咁. 可以CHECK 到XYZ (MIN, MAX) 既STATUS ?
我打M119 , 赤兔就回N:0 .

->44: M119
<-45: ok N:0
作者: Offer 時間: 2016-7-15 23:42
回覆 98# vvserpent
用手接end stop 會有BB兩聲
作者: vvserpent 時間: 2016-7-15 23:47
講開END-STOP. 我又想問, 如果用DC42 IR sensor. 有冇特別野要SET?