作者: Epsido 時間: 2017-3-26 22:44 標題: 請教回抽setting
本帖最後由 Epsido 於 2017-3-26 22:46 編輯
pla溫度200度,


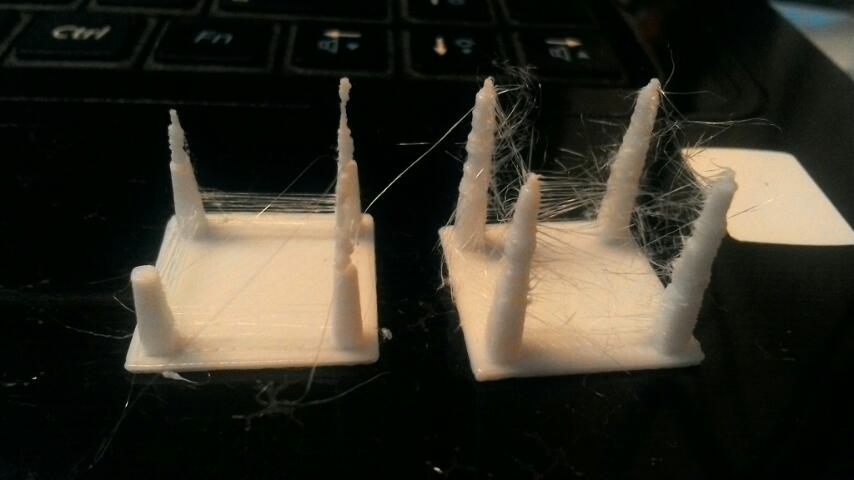
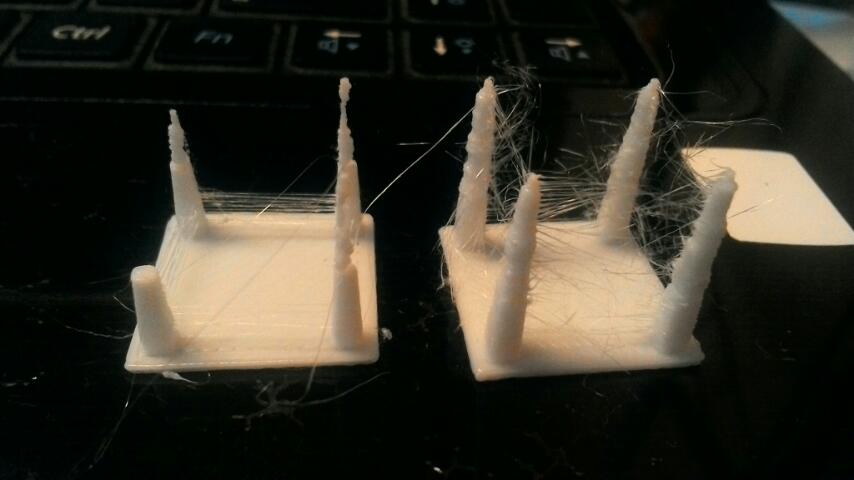
由回抽1mm到12mm都試過,都冇咩大改善。
搞到鐵氟龍內管都死死地
請問應該點set.
thx all
 圖片附件: P_20170326_222559.jpg (2017-3-26 22:35, 47.84 KB) / 下載次數 61
圖片附件: P_20170326_222559.jpg (2017-3-26 22:35, 47.84 KB) / 下載次數 61https://www.hkepc.com/forum/attachment.php?aid=1970166&k=c04d978f44920c144a4321600220f22c&t=1781398719&sid=63phHMgPnOi
 圖片附件: P_20170326_223204.jpg (2017-3-26 22:35, 43.12 KB) / 下載次數 79
圖片附件: P_20170326_223204.jpg (2017-3-26 22:35, 43.12 KB) / 下載次數 79https://www.hkepc.com/forum/attachment.php?aid=1970167&k=cf6b9c2cea58bdd058307848b8bfb805&t=1781398719&sid=63phHMgPnOi
 圖片附件: P_20170326_223248.jpg (2017-3-26 22:35, 48.54 KB) / 下載次數 80
圖片附件: P_20170326_223248.jpg (2017-3-26 22:35, 48.54 KB) / 下載次數 80https://www.hkepc.com/forum/attachment.php?aid=1970168&k=963a6ab8dc3ed5b276f83a9694fe50f3&t=1781398719&sid=63phHMgPnOi

作者: ustkl 時間: 2017-3-27 09:57
回覆 1# Epsido
拉絲呢樣野有N咁多個factor 造成。
slicer setting
溫度--越高越易拉絲
回抽長度, 太短會拉絲, 長到某程度變化不大。最佳值要試。 2mm to 10mm
回抽速度, 最佳值要試。 40mm/s to 100 mm/s
Z-hop. 關會少些拉絲。
有些slicer 有Wipe功能,能減少拉絲
除左slicer setting 還有
料的特性,有D料點攪都會拉絲。
印咀質數。淘5元的印咀比個幾果D少拉絲。用舊了的印咀也易拉絲。
腸胃唔通,回抽打滑當然會拉絲。
作者: g2david 時間: 2017-3-27 11:34
好似未tune 好E steps
作者: ustkl 時間: 2017-3-27 15:41
回覆 3# g2david
老實講。E step 理應出廠時已定好, user 係唔駛點tune。
作者: Epsido 時間: 2017-3-27 20:16
回覆 2# ustkl
溫度由220-190都試過,190出膠唔順,200應係最好。
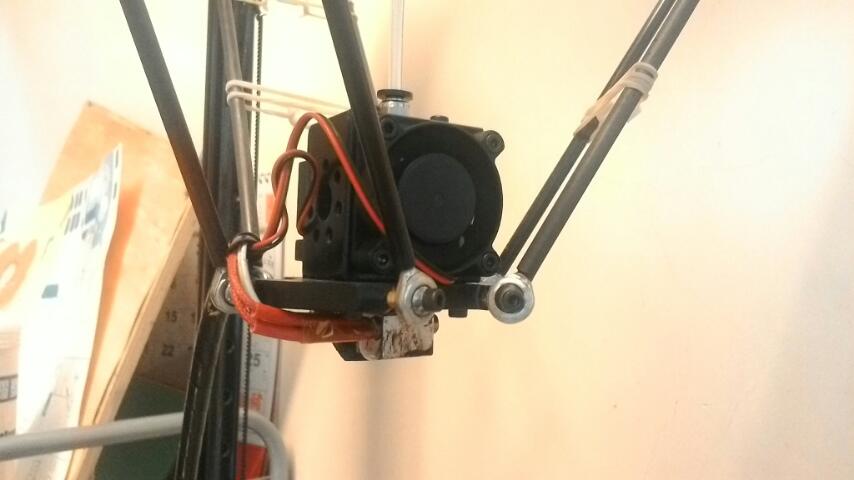
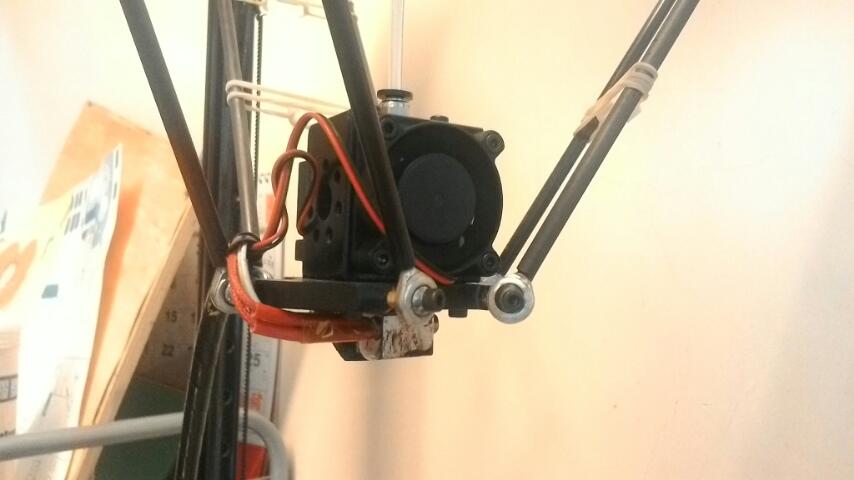
咀新換咗粒 不銹鋼咀,同原本冇分別。(請問賣咀推介邊間)
部機其它都set得7788,印出黎都ok.
係差回抽同個平台校唔平。
個平台就死症冇得醫
個回抽請問仲有D咩可能性可以醫。
作者: g2david 時間: 2017-3-27 20:36
不銹鋼咀要行 max 30m/s 行15ms
作者: Epsido 時間: 2017-3-27 21:59
不銹鋼咀要行 max 30m/s 行15ms
g2david 發表於 2017-3-27 20:36

仲以為會好D添。
不過睇黎裹支鐵氟龍管都換得.(應該比我通到花晒)
作者: alexhon 時間: 2017-3-28 09:05
我覺得個咀塞塞地
作者: ustkl 時間: 2017-3-28 09:47
印呢個test model 要冇拉絲係好難, 雖然你呢個似乎拉多在D。試下印D實際嘅野睇下接唔接受倒。
作者: g2david 時間: 2017-3-28 10:16
回覆 7# Epsido
For Carbon Fiber. and printing speed is 15mm/s. much slower. Stainless steel is harder to heat up.
This nozzle is just like our other nozzles but is made of 303 Stainless Steel.
These are not superior in performance to our brass nozzles, and will in fact give you ever so slightly lower printing speeds. These nozzles are exclusively for use with highly specialised materials that may corrode brass nozzles, or for applications where the tiny amount of lead present in the brass nozzles is not acceptable.
http://e3d-online.com/v6-Extra-N ... y_id=107&page=3
作者: Epsido 時間: 2017-3-28 16:45
回覆 Epsido
For Carbon Fiber. and printing speed is 15mm/s. much slower. Stainless steel is harde ...
g2david 發表於 2017-3-28 10:16
原來係咁。
thx
即拆
作者: Epsido 時間: 2017-3-28 17:08
印呢個test model 要冇拉絲係好難, 雖然你呢個似乎拉多在D。試下印D實際嘅野睇下接唔接受倒。 ...
ustkl 發表於 2017-3-28 09:47
印lego都ok算唔錯,但多幾粒一齊印就會拉絲拉得好肉.
作者: bam1a 時間: 2017-3-28 20:29
本帖最後由 bam1a 於 2017-3-28 22:34 編輯
搭單一問先
最近用佢打嗰陣,用kisslicer都會發現個E摩打個gear有時會磨絲,越耐個情況越明顯,似乎係卡料
應該係infill嗰陣都會不停回抽,即使係幾乎無travelling嘅件(eg:http://www.thingiverse.com/thing:831597),導致膠料趕唔切溶,小則infill唔夠靚,重則卡到爛尾
不過之後提高咗min jump到10mm,但都好似冇乜改變,定係應該調高trigger去改???
profile用緊你個P仔profile+改咗小小加熱同print size option
PS:最近唔係好得閒試,都唔會點開機郁住
作者: ustkl 時間: 2017-3-28 21:04
回覆 13# bam1a
腸胃暢通好重要。D平價淘宝機經常忽略這點。
作者: bam1a 時間: 2017-3-28 21:19
回覆 bam1a
腸胃暢通好重要。D平價淘宝機經常忽略這點。
ustkl 發表於 28/3/2017 23:04
好彩都入咗堆0.4 e3d頭
個effector係正宗v5型,假如入4.1同鈦版,邊樣好D?
講真,連一卷都未用完就出現似乎早得濟?
via HKEPC Ionic Reader v1.6.0 - Android
作者: ustkl 時間: 2017-3-28 21:36
回覆 15# bam1a
鈦版V6先有。但最好用返內藏Ptfe管 。我覺得直通4.1好D。
作者: Epsido 時間: 2017-3-28 22:51
回覆 bam1a
鈦版V6先有。但最好用返內藏Ptfe管 。我覺得直通4.1好D。
ustkl 發表於 2017-3-28 21:36
請問如果E個 結構用唔用得過?
https://world.taobao.com/item/53 ... 846133353.72.HEQD8v
作者: ustkl 時間: 2017-3-28 22:58
回覆 17# Epsido
果支係俾3mm料用的。
呢間D印咀OK。
作者: bam1a 時間: 2017-3-28 23:13
回覆 bam1a
鈦版V6先有。但最好用返內藏Ptfe管 。我覺得直通4.1好D。
ustkl 發表於 28/3/2017 23:36
部機用內藏管
咁睇應該係噴頭出問題為多
via HKEPC Ionic Reader v1.6.0 - Android
作者: ustkl 時間: 2017-3-28 23:17
回覆 19# bam1a
你地E3D 係點裝? 條ptfe 內管迫唔實個印咀都會行得唔順。
作者: g2david 時間: 2017-3-28 23:41
內藏管 第一時間換左, 你試下插PLA 入去, 向前向後抽, 如果見到條PFTE 管向前衝出來, 就換左佢. 這個會對回抽有影響. 我自已買了3x2 , 換 完即刻順左和唔會衝出來
作者: bam1a 時間: 2017-3-29 10:52
內藏管 第一時間換左, 你試下插PLA 入去, 向前向後抽, 如果見到條PFTE 管向前衝出來, 就換左佢. 這個會對 ...
g2david 發表於 29/3/2017 01:41
自己之前已買咗D內藏管嘅v5頭,10個
用之前用唔着嘅pla料,一半落小小阻力落PTFE管唔會扯出來,一半會
小小後悔買呢個做備用件了,雖然部機係標配呢個管
作者: Epsido 時間: 2017-3-29 12:28
自己之前已買咗D內藏管嘅v5頭,10個
用之前用唔着嘅pla料,一半落小小阻力落PTFE管唔會扯出來,一半會
小 ...
bam1a 發表於 2017-3-29 10:52
我個印頭同你果個應該係完全一樣。
請問你部機之前回抽如何?
如果幾件野一齊印,會唔會都係咁 肉酸?
作者: ustkl 時間: 2017-3-29 12:52
參考一下,看看自己是否有相同問題。
https://www.facebook.com/photo.p ... ;type=3&theater
作者: Epsido 時間: 2017-3-29 14:14
參考一下,看看自己是否有相同問題。
ustkl 發表於 2017-3-29 12:52
用個不銹鋼咀放慢到用10mm/s印。
回抽7mm
off左刷咀
開頭好似進步咗唔小,
以為搞掂之際...塞咗
Length: 7mm
Z Lift: 0.4 mm
Wipe on retraction: off
Layer height: 0.2 mm
Printing speed: 10mm/s
Travel speed: 150 mm/s
圖片附件: P_20170329_131842.jpg (2017-3-29 14:04, 33.43 KB) / 下載次數 39https://www.hkepc.com/forum/attachment.php?aid=1970780&k=8248272ece3a4c34ce29478b8c2f759f&t=1781398719&sid=63phHMgPnOi
 圖片附件: P_20170329_133731.jpg (2017-3-29 14:04, 34.7 KB) / 下載次數 36
圖片附件: P_20170329_133731.jpg (2017-3-29 14:04, 34.7 KB) / 下載次數 36https://www.hkepc.com/forum/attachment.php?aid=1970781&k=382a7c47a9e9e3611b97db8ee8323679&t=1781398719&sid=63phHMgPnOi
 圖片附件: P_20170329_133828.jpg (2017-3-29 14:04, 31.26 KB) / 下載次數 36
圖片附件: P_20170329_133828.jpg (2017-3-29 14:04, 31.26 KB) / 下載次數 36https://www.hkepc.com/forum/attachment.php?aid=1970782&k=45415c7f440e177de8390c059c6bd88f&t=1781398719&sid=63phHMgPnOi
 圖片附件: P_20170329_131842.jpg (2017-3-29 14:07, 33.43 KB) / 下載次數 35
圖片附件: P_20170329_131842.jpg (2017-3-29 14:07, 33.43 KB) / 下載次數 35https://www.hkepc.com/forum/attachment.php?aid=1970789&k=c3ae46ee12d6a5f22dd37e6a0229db53&t=1781398719&sid=63phHMgPnOi
 圖片附件: P_20170329_133828.jpg (2017-3-29 14:07, 31.26 KB) / 下載次數 26
圖片附件: P_20170329_133828.jpg (2017-3-29 14:07, 31.26 KB) / 下載次數 26https://www.hkepc.com/forum/attachment.php?aid=1970790&k=379ca3f7e0845ab32b7eeb82bd0cd9ce&t=1781398719&sid=63phHMgPnOi
 圖片附件: P_20170329_133731.jpg (2017-3-29 14:07, 34.7 KB) / 下載次數 26
圖片附件: P_20170329_133731.jpg (2017-3-29 14:07, 34.7 KB) / 下載次數 26https://www.hkepc.com/forum/attachment.php?aid=1970791&k=5830ff026ec61e81bf7d7493874c70e6&t=1781398719&sid=63phHMgPnOi
 圖片附件: P_20170329_133759.jpg (2017-3-29 14:07, 33.22 KB) / 下載次數 34
圖片附件: P_20170329_133759.jpg (2017-3-29 14:07, 33.22 KB) / 下載次數 34https://www.hkepc.com/forum/attachment.php?aid=1970792&k=9ec1871c052db1863216dbc34801b3a9&t=1781398719&sid=63phHMgPnOi

作者: bam1a 時間: 2017-3-29 14:14
我個印頭同你果個應該係完全一樣。
請問你部機之前回抽如何?
如果幾件野一齊印,會唔會都係咁 肉 ...
Epsido 發表於 29/3/2017 14:28
我自己印嘅件係自己設計嘅,大體係3隻件一齊印,幾細下
可能kisslicer比較鍾意destring,每次畫完infill就回抽一次,而slic3r就無咁多呢類情況,速度我set咗30,但printer應該印得比想像中快成倍(repetier host假設係3個鐘左右,佢就印1hr50min)
我陣間up個件,本身宜家我唔夠時間實測個件同整理個頭,得閒嘅時候可能係復活節假期嗰陣
作者: Epsido 時間: 2017-3-29 14:22
本帖最後由 Epsido 於 2017-3-29 20:58 編輯
e加條pla塞住。
拆咗個咀,
加熱到230度, 遮住咗散熱風扇, 都扯唔返出嚟 。
e個情況, 請問大家會用咩方法?
作者: g2david 時間: 2017-3-29 19:03
提議你成組換,PLA 已滲出膠管。
連 heat break,. hot plate and nozzle. 加熱和電阻拆唔到都换左佢。
找一間質素好 d. 靚同唔靚係差好遠
作者: Epsido 時間: 2017-3-29 20:56
提議你成組換,PLA 已滲出膠管。
連 heat break,. hot plate and nozzle. 加熱和電阻拆唔到都换左佢。
找 ...
g2david 發表於 2017-3-29 19:03
我個係v5頭遠程1.75,請問有冇邊間、邊種結構可以推介。
作者: ustkl 時間: 2017-3-29 22:54
回覆 29# Epsido
https://world.taobao.com/item/42 ... 846133353.75.AeBiwm
同你上次個Link 同一間, 可選內置Ptfe 版。再買返一些4x2 ptfe管, 自已cut 靚換在佢。
呢間D野比較貴, 但質數OK的。
作者: Epsido 時間: 2017-3-29 23:20
回覆 Epsido
同你上次個Link 同一間, 可選內置Ptfe 版。再買返一些4x2 ptfe管, 自已cut 靚換在佢。
...
ustkl 發表於 2017-3-29 22:54
佢果隻直通優化版,條管一條過好似幾好。
請問睇落有冇結構上既問題?or有冇用過既意見?
作者: ustkl 時間: 2017-3-29 23:35
回覆 31# Epsido
如果一條直通, 個快接頭未必頂得住密集的retraction, 久而久之條ptfe管會上移引致和印咀間有Gap.
除非用我裝P仔印頭那一種方式, 用個非直通快接頭頂住條內管。
作者: g2david 時間: 2017-3-30 00:31
Kossel, 最好用直通, 但一定要長小小用氣接項死, 千萬別與直通氣接一齊用
總之你試過幾個combination, 你覺得好就是好
作者: Epsido 時間: 2017-3-30 08:27
明晒
thx all
作者: jerrychan0610 時間: 2017-4-4 11:49
撘單問一下 E steps 點較準?
作者: ustkl 時間: 2017-4-4 12:30
回覆 35# jerrychan0610
E steps 如果買整機或套件, 理應set好左。實際上+-5%都影響不大。如要fine tune 可以咁
首先要知道部機現時的E-step 例如 100step/mm
塞超過100mm料入extruder, (用direct extruder 的請拆掉印咀) 在入口加上記號。然後退料100mm, 量一量記號和入口的距離。如得出長度90mm。正確E-step就是 100/90=111step/mm